
柱塞泵柱塞马达的典型零件加工举例
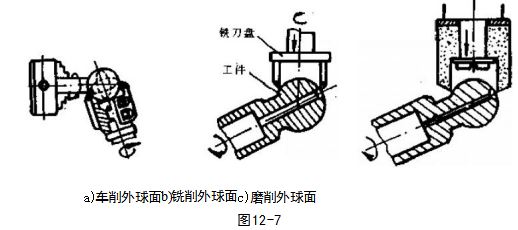
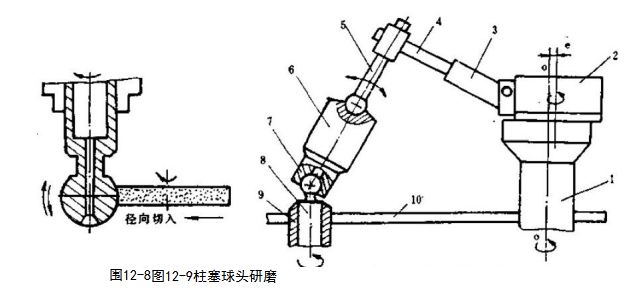
此处仅介绍图3-62所示的柱塞球面加工方法。柱塞的球头几何精度和表面粗糙度要求均较高,一般要经“粗车(铣)一热处理一精磨一研磨”的工艺路线,形成球面的两条生线为两个圆,一条是由主轴带动工件回转形成,另一条由专门电机带动刀具旋转形成(图12-7),球面的粗车或粗铣如图中a)、b)所示,球面的精磨,一般液压件生产厂在摆弧式专用磨球面机上进行[图12-7(c)],砂轮和工件分别由电机带动回转,通过手柄可搬动工作台带动工件一同绕回转台的中心(即工件的球心)来回摆动,以实现工件的圆弧走刀。砂轮可通过手柄实现径向切人,以控制所磨球面的半径(图12-9)。柱塞球头的研磨,各个生产厂均自制有不同形式的专机,图12-9为其一种,图中给出了其传动示意图。主轴1回转时,板10和装在板10上的卡具9(内装工件8),也一起绕主轴1回转,摆动盘2以偏心距e绕主轴轴心线o-o摆动摆动盘2带动空心连杆3、可调伸缩连杆4、万向铰杆5和研具座6,在绕主轴1回转的同时作摆动,这样研套7便可实现对工件8的研磨,研具与工件研磨的初始与终了位置,由可调连杆4伸出空心连杆3的伸出距离和万向铰杆4伸出可调连杆4的距离调节。用研磨套研磨球头时,应调整到使整个球面都能研磨到为宜,有效研磨面积愈大愈好。
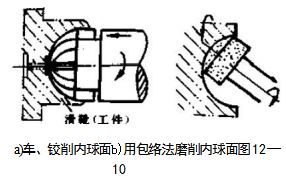
滑靴的内球面加工与柱塞球头外球面的加工相似,粗加工时,先用成形车刀粗车,再用成形铰刀较削然后用包络法粗磨(图12-10)。
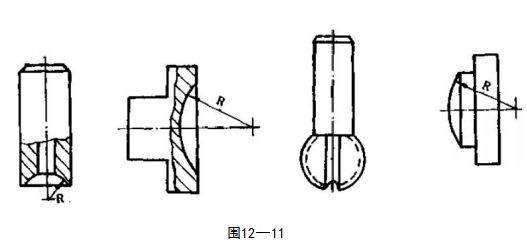
滑靴内球面的研磨可在图12-9的专机上进行,只不过要更换卡具9和研具7而已。修复柱塞或滑靴时,可用图12-11所示的各种手工研具(研磨棒)进行内外球面的研磨,工件可装在卡盘上旋转,但注意不要夹伤。研磨余量一般为0.01~0.02mm,研磨时,常用600#金刚砂加煤油、机油作为研磨剂。研磨后可用半圆形样板作透光或着色法检查。
随便看看
- 2024-09-20日立挖掘机-2、-3系列——维修故障代码解析
- 2024-11-04电液伺服马达
- 2024-09-20影响击穿电压的因素
- 2024-09-13发动机水温表-挖掘机驾驶装置篇
- 2024-12-11压力控制回路的故障分析与排除