
叶片泵及叶片式油马达典型零件的加工
(一)转子
转子加工的一般工艺过程是:锻造毛坯→正火→车外圆端面孔→钻转子槽底孔→铣转子槽→拉花键孔→热处理→磨端面→磨转子槽→去毛刺等。下面介绍磨转子槽工艺:
转子槽的尺寸精度和几何精度对叶片泵的性能和寿命影响很大,一般液压件厂均有专门的转子槽磨床
进行磨削,用户单位无此专用磨床,在修理叶片泵转子(或加工)时,可用分度夹具在一般外圆磨床上进行。关键是砂轮,下面简介用立方氮化硼砂轮磨削叶片泵(马达)的转子槽工艺。
磨料采用立方氮化硼(CBN),并选择适宜于电镀CBN的钢材作砂轮基体,保证有足够的刚度和精度,并经定性处理。在基体上电镀CBN磨料时,须保证砂轮圆周及两侧面、特别是砂轮的两个圆周角处的镀层均匀,不准有剥落现象(可求助于砂轮生产厂家)。电镀CBN后,砂轮须进行修磨,使尺寸和精度达到要求,
使用前还须进行静动平衡,以保证磨削精度。
选用的磨床应具有高的刚性和高的主轴精度(径跳和轴向窜动≤0.05mm),装工件(转子)要有分度机构,有冷却装置,最好能喷射,工件槽定位机构的定位精度在0.05mm以内。
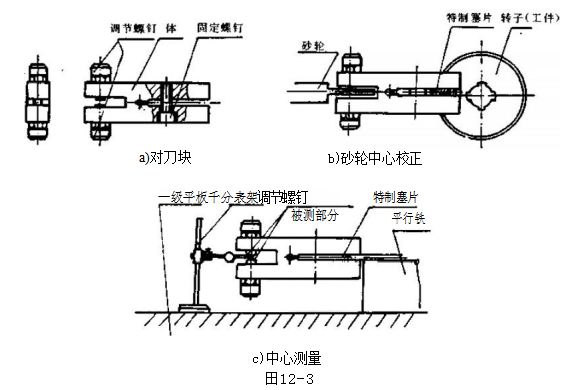
磨削转子槽时,首先要校正,使转子槽与砂轮中心一致。如图12-3所示,将特制的塞片紧紧地塞人基准槽后用以下方法校正:在对刀块右端塞人特制塞片并予以固定,摇进台面,使砂轮进入对刀块左端槽内,旋动调节螺钉,使螺钉两个端部接触砂轮两侧面,然后退出砂轮,旋动调节螺钉使两侧各有0.05~0.1mm的磨量。砂轮工进,磨削螺钉两端部。
拆下对刀块,以右端槽为基准,特制塞片为定位基准安置于平行铁上,用干分表测量调节螺钉的两个端部,即可测得砂轮与转子槽中心的偏差值。
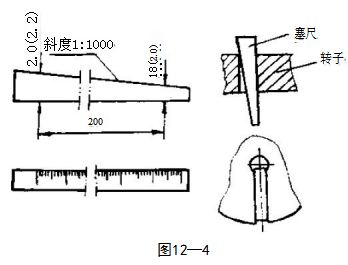
将千分表表头与砂轮侧面接触即可调整中心,用此法校正砂轮与转子槽的中心可控制在0.02mm以内。可以避免用手模特制塞片与启动后砂轮两侧面的中心校正方法的不完全因素,使之更加准确、方便、安全、可靠。砂轮线速度为30~35m/s,切削余量为0.005~0.015mm(单边)。切削时注意冷却。转子槽的尺寸精度可采用图12-4所示的斜面塞尺
进行测量,斜塞尺侧面刻度按三角函数关系刻划,每大格主轴
升高0.01mm,每小格为0.001mm,估取值为0.5μm,图中塞尺测量范围为1.8~2.0mm,再用一把2.0~2.2mm的塞尺,可有效正确检查叶片转子槽的尺寸。
(二)定子内曲线面的加工
变量叶片泵的定子内曲面为整圆,比较好办,而定量叶片泵的内曲面由4段圆弧和4段特定形状的曲线(常用阿基米德螺线)连接而成,表面粗糙度要求为√~v,比较难办。下面简介定量叶片泵定子内曲面的加工:
1.车或铣削内面线表面(粗加工)
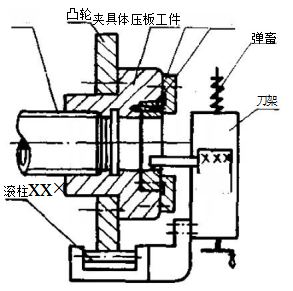
如图12-5所示,靠模凸轮(与定子曲线同形状)夹具体装在车床主轴上一起回转,中拖板借弹簧力使滚柱和凸轮外廓总保持接触,迫使拖板带动刀架按凸轮曲线作仿形运动。
2.磨定子内曲线表面图12-5
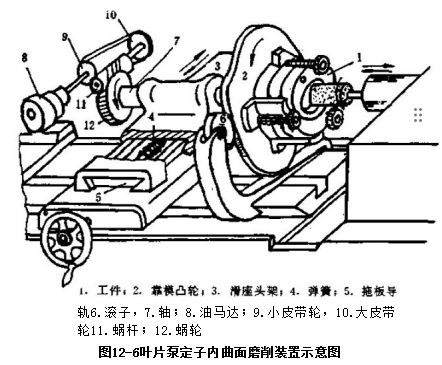
如图12-6所示,靠模2和工件1装在滑座头架3上的同一根轴7上,由油马达(或电机)8带动皮带轮9、10和蜗杆11,使蜗轮12作低速回转。拉力弹簧4的一端固定在拖板5上,另一端与滑座3相连,弹簧力使滑座3总是有向前移动的趋势,使靠模凸轮始终与滚子6紧靠。因此在轴7回转的同时,由于靠模曲线的起伏变化推动滑座3沿燕尾导轨5作相应的横向往复运动。而使工件在旋转的同时获得附加的径向走刀。而这种相对运动的结果,由砂轮的圆周包络出定子的内曲线表面。
随便看看
- 2024-11-19YCY14-1B 型轴向柱塞泵与概述
- 2024-11-13新型冲击器的工作原理
- 2024-09-14平头螺丝、螺母的紧固扭矩-挖掘机点检整备篇
- 2024-09-14先导阀的油路过滤器及电磁阀的串联过滤器的清洗-挖掘机点检整备篇
- 2024-09-20柴油机电子控系统组成