
柱塞与缸体的修理
(一)柱塞的受力与磨损状况分析 JBZ-01B 型泵的柱塞-缸体运动副,是全泵的关键部位。 JBZ-01B 型泵的柱塞受力如图3-9所示。
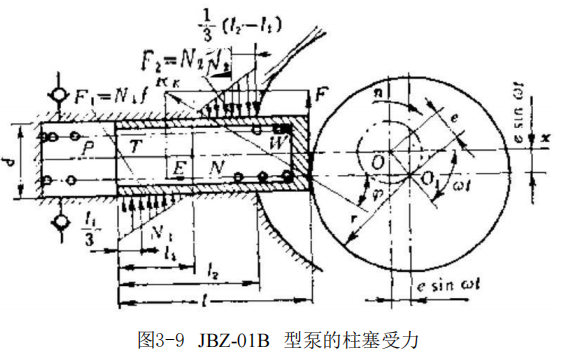
由图可见,柱塞主要受到下述作用力: 1. 液压推力pr
式中: d——柱塞直径,(m); p-——泵的输出压力,(bar)。 2. 偏心轴颈对柱塞的反作用力R, 并可分解为N、F 两个分力: N=RgCOsφ, (3-8) F=R sinφ, (3-9) 式中: N-——偏心轴颈对柱塞的轴向作用力; F—— 偏心轴颈对柱塞的谢向作用力; φ---—摩擦角。 3. 缸体内壁对柱塞反作用力的合力N₁,N₂ 由于柱塞与缸孔之间间隙较小,可假定为呈三角形分布。 N₁ 和 N₂ 分别作用于三角形的重心,并设这两个三角形相似, 则N₁/N₂=L3/(₂-l₁)² , (3-10) 式中: ₂见图3 - 9所示。 4. 缸体内壁对柱塞的摩擦力F₁、F₂ 为 F₁=N₁f, (3-11) F₂=N₂f, (3-12) 式中: f——- 摩擦系数。
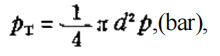
此外,还有回程弹簧对柱塞的作用力T 和柱塞的惯性力W 等(见图3-9) 由此可知,缸体内壁主要的磨损就发生在受侧向力作用的 部位,从而使柱塞孔圆度、圆柱度允差逐渐增大;同时,柱塞还在 轴向力作用下往复运动,造成圆柱表面的摩损,使社塞尺寸精度 和形位精度超差,造成工作时泄漏严重,致使容积效率和工作 压力下降,甚至无法正常进行工作。 (二)缸体与柱塞的修理 对缸体磨损情况的检查,常常是将泵体中全部零件拆除 掉,并经清洗,擦干后,即可看到磨损处的痕迹。磨损较严重时,手指亦可触摸感觉;另外,可将柱塞(标准尺寸的柱塞更好)投入 相应孔中,左右两手分别抓住柱塞的上下两端,将其按动,就可 根据经验来判断磨损的大致数值。 若条件许可而备有25 mm 以下测头的内径百分表时,可立 刻将缸孔的尺寸、锥度、椭圆度超差状态完全测量并绘录下 来。 修复柱塞副的原则是把缸孔内壁加工至一个最小的新的合 格状态,然后,配以形位精度和表面粗糙度合格的加大了尺寸的 柱塞,使之保持规定的运行间隙,形成新的密封良好的工作容 腔。 JBZ-01B 型泵的缸体,通常用45号钢经锻造、退火、调质 后进行加工制造。 若缸体中的柱塞孔仅是调质处理后的不太高硬度时,修复 缸孔可用专用铰刀进行铰削加工,因为缸体内存在安置偏心轴 颈处大达0176的空间(参见图3-5),故还可采用可调式活络 铰刀进行灵活地铰削加工。 若缸孔内壁材料曾通过高频淬火,硬度高达HRC 50以上 时,只有采用珩磨或研磨的方法来处理。因条件限制,使用单 位一般可采用手工研磨加以解决, 无论铰削或研磨,为避免刃具、磨具因自重等因素产生对缸 孔的单面切削,修复册工缸孔时,应该将缸体夹固在直角座铁 上,并使加工的缸孔处丁铅垂竖直的位置。一只缸孔修磨完毕 后,稍松一下夹固螺丝,将缸体贴在直角座铁上进行转动,把 下一只待加工的缸孔转到铅垂竖直位置,紧固螺丝,即可进行新 前铰削或研磨修复缸孔的工作。图3-10即为人工研磨时的情况。
1-研磨棒;2-泵体;3-油盆:4-平台;5-螺钉;6-角铁
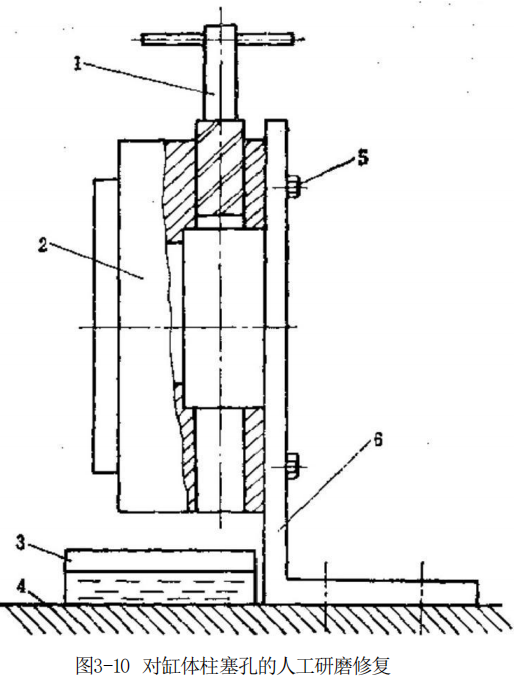
对缸体柱塞孔修复用的研磨棒,在半精研以前的外径尺寸, 应比柱塞孔内径小0.01~0.025 mm。 研磨棒的材料,一般用比研磨工件稍软的材料,通常多为灰 口铸铁、软钢等制成。 常用研磨棒如图3-11所示。
图3-11(a) 为固定式研磨棒,其结构为一圆柱体上开有环 形槽或螺形槽,以存贮研磨剂液。这种研磨棒,因其结构简单, 制造方便,修理时常被采用。 图3-11(b)、(c) 为可调节式研磨棒。它们是借心棒锥体的 作用来调节外套直径的。 图3-11(b) 是由一外圆锥体与带内锥孔的套组成,调节 时,将外套按箭头方向敲紧,即可使外套外径涨大,反之缩小。 图3-11(c) 是由两端带有螺杆的圆锥体4、套3和调节螺 母1、2组成。调节时,将螺母1放松,再旋紧螺母2,使套3向 螺母1靠近,这样即达到使套3外径涨大的目的,待套3的外径 满足所需尺寸后,螺母1应与套3拧紧。反之,将螺母2松开, 然后将螺母1拧紧,套3向螺母2靠近套3外径即可缩小。这 种可调试研磨棒结构较完善,应用较广。 研磨棒工作部分的长度(即带内锥孔的套长),一般为工件长度的
研磨时必须使研磨棒与缸体柱塞孔作适当的配合,开始粗 研时,配合间隙为0.02 mm 左右,可采用100*左右的粒度。 随着工件表面粗造度的变细,配合间隙可分级掌握在0.01与 0.005左右,研磨剂粒度也相应采用120*~240°。 研磨剂常用软毛刷均匀地涂在研磨棒及研磨表面上。 研磨棒放入缸体柱寒孔中后,即用手转动研磨棒,同时作上 下往复运动。 在研磨过程中要不断添加研磨剂,以保持良好的切削作 用。但需注意,当缸孔两端的研磨剂越积越多时,应及时清除 以避免柱塞孔两端出现喇叭口现象。 当采用钻床或立式铣床等进行研磨时,应在研磨棒与机床 夹头间加装小型万向节的结构装置,以防止单面磨削现象的发 生。 饭体柱塞孔经研磨后,其圆度和圆柱度公差可达0.003~ 0.005mm, 锥度很小,表面粗糙度可满足0.32及更细的要求。 与修复后的柱塞孔相偶配的柱塞,多换用新制的直径加大 的柱塞。这当然是一种快速、可靠的更换修理法。其实,从厉 行节约的观点看,完全可以通过修复柱塞零件尺寸的办法来解 决。 JBZ-01B 型泵的柱塞材料,多用QA_9-4 无锡铝青铜,延 展性能较好。铸造加工的铝青铜,延伸率达到10%,冷拨拉制 加工的铝青铜,其延伸率高达15%以上,因此,特别适宜于用常 温下静压的方法,使柱塞圆柱面外径尺寸得到胀大。 胀大处理可在15吨左右的油压机上进行,也可用相应吨位的油压千斤顶改装丽成。 冷压胀大修复方法如图3-12所示。
1-压棒;2-柱塞;8-垫块;4-对开式模胎; 5-垫块;6-油压机压头;:7-工作平台
冷压账大前,应先检查柱塞内孔的加工精度和光洁度,若原 加工精度很差,表面又较粗糙时,应先在车床上平精东一刀,以 使压棒1能顺利、准确地压入柱塞内孔中。 如图3-12所示,当压棒1通过对开式导向模胎4,进入柱 塞1的内孔时,因压棒1外径较内孔大0.10~0.30 mm 左右,就将柱塞内孔周壁的青铜材料向外挤压至模胎4内壁的设计尺 寸,从而达到胀大镦粗的耳标。 压棒可以车制成稍带有正向锥度,以利卸下。 卸取工件时,若对开模胎已解脱,但压棒仍阻留在柱塞内孔 中,可通过压棒本身中心的螺纹孔,用螺钉将其顶出。 通过胀大法修复后的柱塞,可在无心磨床上精磨加工或再 行研磨,完全能够达到规定的技术要求。
随便看看
- 2024-11-13液压冲击器的现状及改进途径
- 2024-09-19缸盖连接螺纹强度的计算-液压传动基础知识
- 2024-09-19滑阀-液压传动基础知识
- 2024-09-13手册保管地点-挖掘机驾驶装置篇
- 2024-12-04叶片式油马达的修理