
叶片式油马达的修理
叶片式油马达的修理,基本上同叶片泵,可参阅§3—4的有关内容。
(一)叶片的惨复
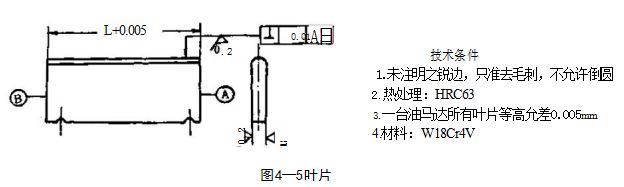
叶片在转子槽内往复运动并随转子一起高速回转,叶片根部通压力油,圆弧形顶部始终顶在定子内曲线表面上,因此各面尤其是顶部易磨损。磨损轻微时,顶部修圆抛光可继续再用。磨损严重时、应重新修磨成圆弧形(用成型砂轮),叶片两端面磨损时,为使一台油马达中所有叶片等高,应上专用夹具一次装夹修磨,且应和转子的厚度尺寸相配;若叶片两侧面磨损时,轻者抛光继续再用,严重者应予以更换、更换时可参考图4—5要求的技术条件决定其精度。
(二)转子的修理
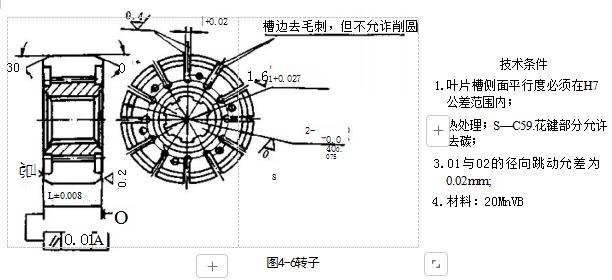
转子两端面产生磨损拉伤,轻者经研磨抛光后可继续再用;磨损拉毛严重者,应先用平面磨床修磨后再研磨抛光。若叶片槽磨损,轻者用砂布金相砂纸抛光,磨损严重者上工具磨床(或专门的转子槽磨床)用薄片砂轮修整,此时因转子横加宽,需重配叶片。
转子的主要技术要求见图4—6所示。转子槽与叶片配合间隙为0.04~0.05mm。
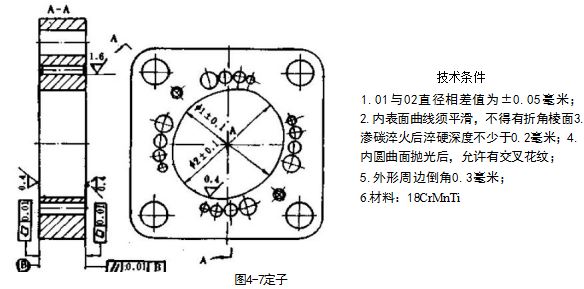
(三)定子的修理(围4—7)
![]() 定子故障主要是与叶片相贴的定子内曲面的磨损与拉毛。轻者可用圆形细油石或砂布砂磨继续再用;磨损严重时,一般用户因无专用内曲线磨床与凸轮磨床,难以修复,可购买更换,或者去生产厂加工。
定子故障主要是与叶片相贴的定子内曲面的磨损与拉毛。轻者可用圆形细油石或砂布砂磨继续再用;磨损严重时,一般用户因无专用内曲线磨床与凸轮磨床,难以修复,可购买更换,或者去生产厂加工。
(四)配油盘的修理
可参阅叶片泵配油盘的修复方法进行修复。其修复要求是:①大平面的平面度允差0.01mm;②大平面与外圆垂直度0.01mm;③大平面表面粗糙度要求V;
表4—1YM型叶片式油马达易损零件的技术要求和检测手段
零件名称 | 技术要求 | 检测手段 |
转子 | 1.两端面平行度0.01mm | 1.百分表与平板相结合 |
2.长度允差士0.005mm | 2.百分尺或千分尺 | |
3.转子槽与叶片配合间隙为0.04~0.05mm | 3.用块规或标准叶片加塞尺 | |
4.两端面表面粗糙度为 | ||
4.表面粗糙度样板 | ||
5.转子叶片槽内表面粗糙度为 | ||
5.表面粗糙度样板 |
续表4-1 |
检测手段 | ||
零件名称技术要求 | |||
叶片 | 1.正度HRc63 | 1.硬度计 | |
2.叶片等高度(对一台)允差0.005mm | 2.百分尺或千分尺 | ||
3.两侧面表面粗糙度 | 3.表面粗糙度样板 | ||
4.顶端对两端面成垂直度0.01mm | 4.角尺与塞尺相配合 | ||
定子 |
1.两平面的平行度允差0.01mg |
1.百分表与平板相结合 | |
2、两平面的表面粗糙度 | 03 | 2.表面粗糙度样板 | |
3.内孔对端面的垂直度0.01mm | 3.角尺与塞尺 | ||
4.曲线内表面粗糙度 | 4.表面粗糙度样板 | ||
配油盘 | 1.大平面的平面度0.01mm | 1.精密刀口尺 | |
2.大平面与外圆垂直度0.01mm | 2.角尺与塞尺 | ||
3.大平面表面粗糙度 | 3.表面粗糙度样板 | ||
随便看看
- 2024-09-19缓冲装置-液压传动基础知识
- 2024-12-10蓄能器
- 2024-09-18工作装置的作业范围图-挖掘机规格篇
- 2024-09-27徐工WY160A挖掘机动臂下降不平稳故障分析
- 2024-09-23凯斯挖掘机TR3发动机88故障代码