
压力控制回路的故障分析与排除
压力控制回路是利用压力控制阀来控制系统压力的回路,可用来实现调压(稳压)、减压、增压、多级 调压等控制,以满足执行元件在力或转矩上的要求。
一 、调压回路故障分析与排除
利用调压回路控制整个系统或其局部的压力,使液压系统的压力与负载相适应,节省动力损耗,减少油 液发热。在定量泵系统中,油泵的供油压力可以通过溢流阀来调节;在变量泵系统中,用溢流阀限定系统的 最高工作压力防止系统过载,起安全阀的作用;当系统中需要两种或两种以上工作压力时,可采用多级调压 回路。
调压回路易出现的故障与排除方法有:
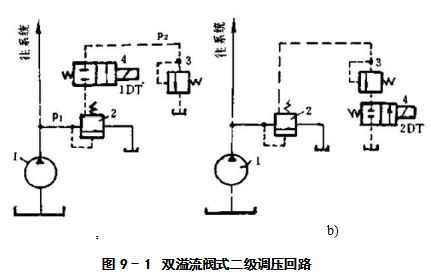
(一)二级调压回路中的压力冲击
在图9-1 a) 中所示的二级调压回路中,1DT 不通电,系统压力由溢流阀2调节,反之则由阀3调节, 此种回路由阀4切换,压力由
P, 切换到压力P₂(P₁>P₂)
时,由于阀4与阀3间的油路内 切换前没有压力,阀4切换 (1DT 通电)时,溢流阀2遥控口处的瞬时压力由P, 下降到 几乎为零后再回升到P₂, 系统 便产生较大的压力冲击。
解决办法是将阀4接在阀 3的出泊口处,(即阀4'),由于 这样从阀2的遥控口到阀4'的 油路里经常充满压力油,阀4 切换时系统压力从P₁ 降 到P₂, 便不会产生过大的压力冲击。
(二)在二级调压回路中,调压时升压时间长
在图9-2所示的二级调压回路(例如3MPa 与 7MPa) 中,当遥控管路较长,而由系统卸荷(阀3处 于中位)状态处于升压状态(阀3左位或右位)时,由于遥控管通油池,压力油要先填充满遥控管路后,才 能升压,所以升压时间长。
解决办法,尽量缩短遥控管路,并且在遥控管路回油处增设一背压阀(或单向阀)5。
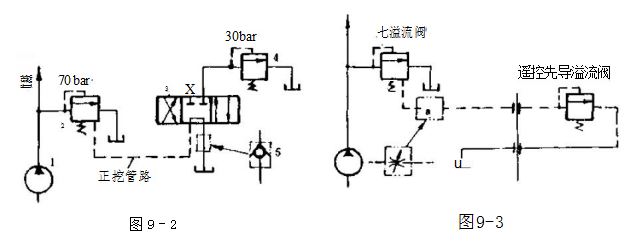
(三)在遥控调压回路中,出现主溢流间的最低调压值增高,同时产生动作迟滞的故障
产生这一故障的原因是由于从主溢流阀到遥控先导溢流阀之间的配管过长(例如超过10米),遥控管内 的压力损失过大所致。所以遥控管路一般不能超过5米。
(四)在遥控调压回路中,出现遥控配管振动及遥控先导溢流阀的振动
原因基本同上,可在遥控配管途中图9-3的a 处装入一小流量节流阀并进行适当调节,故障便可排除。
(五)其它故障
由于调压回路中,主要是采用了溢流阀,因而调压回路中的其它各种故障可参阅§5-2溢流阀的有关 故障排除的内容。
二、保压回路的故障分析与排除
保压回路主要用在液压机上。在液压机中,经常遇到油缸在工作行程终端要求在工作压力下停留保压某 一段时间(从几秒到数十分钟),然后再返回,这就需要保压回路。保压回路常见故障有:
(一)不保压,在保压期间内压力严重下降
即在需要的保压时间内,油缸的工作压力逐渐下降,保不住压。产生不保压的主要原因是:油缸和控制 阀的泄漏。解决不保压故障的最基本措施是尽量减少泄漏,而由于泄漏或多或少的必然存在,压力必然慢慢 下降。当要求保压时间长和压力保持稳定的保压场合,必须采用补油(补充泄漏)的方法。
具体产生“不保压”故障的原因和排除方法有:
① 油缸的内外泄漏,造成不保压。
油缸两腔之间的内泄漏取决于活塞密封装置的可靠性,一般按可靠性从大到小分:软质密封圈>硬质的 铸铁活塞环密封>间隙密封;提高油缸缸孔、活塞及活塞杆的制造精度和配合精度,利于减少内外泄漏造成的保压不好的故障。
② 各控制阀的泄漏,特别是与油缸紧靠的换向阀的泄漏量较大,造成不保压。
液压阀的泄漏取决于阀的结构形式和制造精度。因此,采用锥阀(如液控单向阀)保压,较之虽处于封 闭状况的滑阀保压,效果好许多;另外保证阀芯与阀孔的加工精度和配合精度,密合锥面的密合程度等与制 造精度有关的因素造成泄漏的原因必须—一子以排除。
③ 在回路设计上,须考虑封闭油路的控制阀的数量和接管数量尽量最少,以减少泄漏点。
④ 采用补油的方法,在保压过程中不断地补偿系统的泄漏,这类方法对保压时间需要较长时尤为适宜。 具体有下面几种方法:
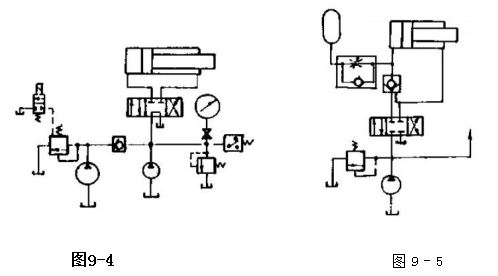
i) 采用油泵补油
在普通定量泵换向回路中,当油缸达到最大工作压力时,只要换向阀不换向,油泵继续供油,就能实现
保压。但这显然是不经济和有害的,因为油泵此时仅以少量的压力油补充系统泄漏外,大多数的油在高压下 溢流回油箱,造成大量浪费,特别是保压时间越长越浪费,系统迅速发热而产生温升故障,油泵寿命缩短。 所以一般采用变量泵的供油系统或者采用图9-4所示的系统,工作时两台泵一起向系统供油,保压时,左 边大流量泵靠电磁溢流阀卸荷,仅右边小流量油泵(保压泵)单独提供压力油以补偿系统泄漏,实现保压。
采用油泵继续供油的保压方法可使油缸的工作压力始终保持稳定不变。
ii) 用蓄能器补油实现保压
如图9-5所示,用蓄能器中的高压油与油缸相通,补偿油缸系统的漏油。蓄能器出口有单向节流阀,其 作用是防止换向阀切换时,蓄能器突然泄压而造成冲击。一般用小型皮囊式蓄能器。这种方法能节省功率, 保压24小时,压力下降可不超过0.1~0.2MPa。
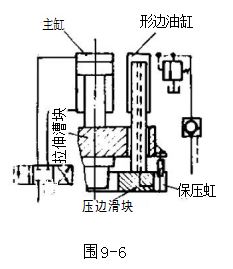
iii) 应用小保压缸进行保压
如图9-6所示的板料拉伸液压机中,拉伸滑块向下工作时,压边滑块必须保持其压边力,则可利用拉 伸滑块向下运动推动保压缸柱塞下移,将油压出送至压边油缸补充油液泄漏,多余的油经溢流阀溢回油箱使压边缸得到保压。这种保压缸实际上等于一台很低速的单 柱塞的往复油泵。保压缸的柱塞工作面积按压边系统的最大 泄漏量来设计。这种方法工作可靠、不易损坏,比较经济。但 保压缸的作用力将抵消一部分主缸的推力。
(二)保压回程中出现冲击、振动和噪声
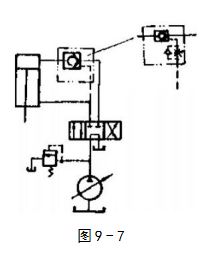
如图9-7所示的采用液控单向阀的保压回路,在小型液 压机上优势明显,但用于大型液压机会出现油缸上行回程时 的振动、冲击和噪声。
产生这一故障的原因是:在保压过程中,油的压缩、管道 的膨胀、机器的弹性变形储存有能量,在保压终了返回过程 中,上腔压力及储存的能量未泄完,油缸下腔压力已升高,这 样,液控单向阀的卸荷阀和主阀芯同时被顶开,引起油缸上腔 突然放油,由于大流量,泄压又过快,导致液压系统的冲击、 振动和哚声
解决办法是必须控制液控单向阀的泄压速度,即延长泄压时间,即要控制液控单向阀的液控流量以降低控制活塞的运动速度。为此,可在液控单向阀的液控油路上设置一单 向节流阀(图9-7),使液控口的通过流量得以控制。这样,既能满 足系统的泄压要求,而且又保证了控制活塞的回程速度不受影响。
随便看看
- 2024-09-27通轴泵的原理与维修保养
- 2024-10-15液压机的泄压回路
- 2024-10-28液压差动回路
- 2024-09-19缓冲装置-液压传动基础知识
- 2024-11-20配流盘加工制造的概况