
液压油缸缸体的粗加工
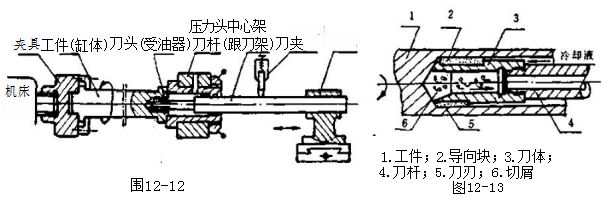
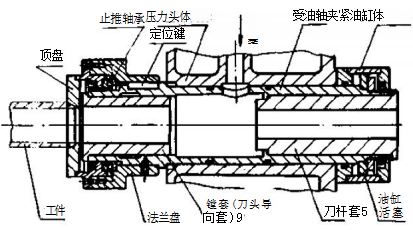
缸体孔的加工一般在专门的深孔加工机床(钻镗床)上进行,如T2110型~T2150型钻镗床,也可在普通车床上进行。机床主轴上装有夹具(图12-12)夹持缸体一端,主轴通过夹具将旋转运动和扭矩传递给工件、工件另一端靠压力头(受油器)顶住,刀杆夹紧于溜板的刀夹内,并用跟刀架支承,工件也用中心架支承(图中未画出),加工时工件作旋转主运动,刀具作送进运动,对实心坯件,采用后排屑(图12-13)的方式。
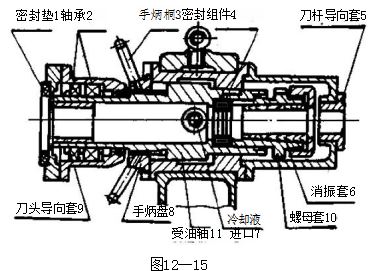
压力头(受油器)左端用来夹持工件右端,并且用来支承刀杆,引导刀杆和刀头,而且由此通入冷却油液,强制循环,以带走大量切削热和切屑。图12-14为右端装有夹紧工件的油缸的压力头,图12-15为中
部装有手柄盘8的用螺旋压紧工件的压力头,刀头导向套9和刀杆导向套5作为引导刀具用。图12-15中
还装有柞木制成的消振套6,用以消除加工过程中产生的振动现象。磨损后可转动螺母套10进行调整,在压力头左端备有耐油橡胶垫,以便与工件端面紧密接触,防止冷却液外漏,转动手柄套8可使受油轴11向左移,带动有关零件紧靠工件,压紧零件端面。
当缸体内孔直径较小而毛坯又是实心材料时,则光要钻孔或用套料刀加工。加工前先用钻头和镗刀加工一个较精确的浅孔、供深孔钻削作导向用。
孔的粗镗刀具可参阅有关刀具设计手册。在镗削过程中,保证工件、夹具和机床中心线相一致,是保证后续精镗和整个加工质量的关键。其中,工件定位是靠压力头和夹具定位,并对准机床中心线的,因此,镗刀刀头尺寸及导向块的调整,是影响中心线对准
的一个重要因素。图12-14
粗镗刀头的前导向块是硬质合金的,后导向块是夹布塑料的,它们是相互关联的,当开始切削时、合金导向块起不到导向作用,中心线的对准是靠塑料导向块和压力头的导套来保证的,当走刀至一定长度后,
合金导向块才完全起作用,它能减少塑料导向块的磨损,但起主导作用的还是塑料导向块。有关刀头、导向块的尺寸调整如下:由图12-16可知,粗镗刀刀尖对合金导向块在轴向位置必须有一个超前量,以免导向块在送进时干涉。超前量大,径向力平衡不好,会引起镗刀头偏斜,易使导向块与孔壁局部摩擦,降低加工表面质量,导向块磨损加剧。所以超前量要正确选取,如加工余量为4.5mm,S=0.2mm/转时,超前量a可取为1.5mm
为了使硬质合金导向块与孔壁之间形成油楔,减轻摩擦,因此力尖比硬质合金导向块在径向尺寸上要有一高出量△,一般取△=0.02mm。为了保证上述要求,采用专用对刀规对刀(图12-17),对刀规的公称尺寸是按粗镗孔的尺寸设计。对刀时,将对刀规安装在镗刀体前定位轴颈OCh;上,调整螺钉2,使刀尖与对刀规内表面接触(从缺口可见),不要顶得太紧,以能轻轻转动对刀规为合适,再拧紧螺钉4即可,对刀精度达0.01~0.03mm。对刀规上有刀尖超前量的刻线,如果不合适则应重磨镗刀,夹布塑料后导向块,尺寸是可调整的,其调整尺寸取。在具体调整时力求做到两个一致:第一是尽量和合金导向块的尺寸相一致;第二是三条导向块径向尺寸一致。否则就会造成辅具中心线和工件中心线的不一致和降低导向的可靠性。实践证明如果后导向块比合金导向块磨损加剧,同时导向的可靠生下降,如果底部的后导向块径向尺寸太小,则辅具中心线低于工件中心线,容易产生振动、嘴刀而造成螺旋形缺陷(缸孔
表面上的一种大螺距的螺旋状刀痕)。如后导向块的径向尺寸过大,会使径向力、轴向力增加,容易发生打刀故障。当后导向块尺寸大于合金导向块尺寸0.15mm以上时容易发生闷车。因此,后导向块的调整应尽可能做到两个一致。

随便看看
- 2024-09-14接头和液压软管的紧固扭矩-挖掘机点检整备篇
- 2024-11-20配流盘的修理
- 2024-11-18在各种环境条件下的增压
- 2024-09-14冷却水的更换-挖掘机点检整备篇
- 2024-12-19Q₂—8型汽车起重机