
油缸缸体的精加工
缸体的精加工一般采用精镗滚、滚压、珩磨、强力珩磨及磨削等方法:
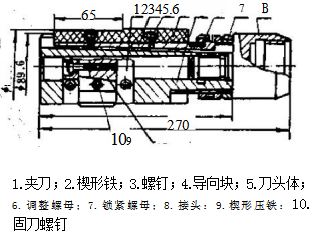
(一)精镗:
可采用图12-18所示的精镗刀头进行。较之粗镗,精镗时刀头的夹布塑料导向块的调整要求做到三个一致:第一是导向块的前半部要和粗镗后的孔径一致;第二是后半部要和精镗后的孔径一致;第三是几条导向块的径向尺寸要一致。这样才能保证精镗质量。
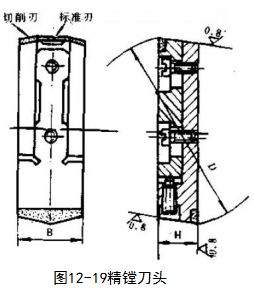
一般,精镗目前广泛采用浮动镗刀的形式。图12-19所示的刀块可以在刀杆孔中滑动而作微量的径向移动,自动调整使两刀刃的切削用量相等,因此可减少因刀杆弯曲或安装不准确引起的误差。浮动镗刀的加工余量一般在0.1~0.2mm左右为宜,一般可达H7(D₂)的精度和Ra1.25μm的表面粗糙度,浮动镗刀加工的缺点是不能改善孔的直线性和相互位置精度。
排屑和散热是深孔加工中非常重要的问题。一般采用后排屑,适当加大冷却流量(300升/分),油压力0.8MPa²左右。
(二)滚压图12—18精镗刀头
这种方法不但用于加工缸体,而且常用来修复缸体。
滚压余量的选择是滚压加工中最重要的问题。太小,滚压不掉预加工表面的波峰;太大则会产生滚毛脱皮、裂纹而恶化表面质量,甚至损坏滚压工具,一般为0.08~0.12mm为宜。
滚压时走刀量一般愈小愈好,一般可取0.25~0.3毫米/转,切削速度对粗糙度影响不显著,一般可用80~100米/分,滚压走刀次数一般以两次为宜,滚压前孔的表面粗糙度在Ra1.6~0.8μm为宜。
滚压头中的滚柱,增大其圆弧半径,一般可降低粗糙度,但滚压表面冷硬层的深度就会减少,一般可用R=2意米。滚柱常用合金钢如Cr₂MoV、GCr9~GCr15等制成,经淬火(最好氮化)其表面硬度为RC60~65,表面抛光后,表面粗糙度为Ra0.4~0.2μm。。
图12-20为镗滚加工油缸内孔工艺的复合刀具,在一次走刀中进行粗镗、精镗和滚压,因此生产率高精度可达H10~H7,表面粗糙度Ra0.6~0.4jμm。
(三)珩磨及强力珩磨
珩磨是油缸孔精加工的又一种普遍采用的方法,是磨削加工的特殊形式,是一种提高油缸孔尺寸几何精度和降低表面粗糙度的有效方法,80年代中期,国内又出现了强力珩磨工艺,与普通珩磨相比,它的特点是:工作压力高,加工余量大,磨削效率高,加工质量好,下面仅简单介绍强力珩磨工艺。
①强力珩磨油石的选择
强力珩磨油石磨料的选择土要按缸体材料不同进行:白刚玉(GB)用于钢件类,例如20#、35#、45#、20Cr、40Cr、27SiMn、30CrMnSiA、38CrMoAlA及铬镍合金钢(淬火与未淬火)等,绿碳化硅(TL)用于铸铁件及铝合金,黑碳化硅(TH)用于铜件类。
油石的粒度可按表12-1选取,一般油石粒度越粗,切削效率越高,但表面粗糙度相应加大;反之油石粒度越细得到的粗糙度越低,但珩磨效率较低。油石硬度、可按表12-2选取,主要根据机床类型、工件材料、硬度、孔径的变化来选择。
油石的硬度还与缸径大小尺寸有关(表12—3)。还有卧式珩磨机比立式珩磨机所用油石硬度低1小级左右。机械扩涨式磨头比液压扩涨珩磨头所有油石硬度低1~2小级。

表12—1粒度、工件材料与表面粗糙度关系表12-2不同材料与油石硬度关系
油石粒度 | 表面粗糙度 | |
钢 | 铸铁 | |
120#~150# 180#~240# 320#~W40 W28~W20 | ~ ~ ~ y |
以下 |
油石与油石座的结合方式有:①机械夹固式;②粘接式。
其中粘接式用虫胶片、树脂漆或“914”粘结剂粘结。“914”粘结剂有A、B两组,按A:B=6:1(重量比)或5:1(体积比)将两组分挤在干净容器内调匀,立即粘合,油石座要先洗干净,并施加适当接触压力,室温放置1小时可固化,三小时完全固化,加热到200℃,又可取下旧油石。
强力珩磨液一般使用煤油(80%)加机油(15%)再加锭子油(5%)的混合液。工件转速60~200转/分往复速度4~20次/分(3~7米/分),珩磨余量一般为0.2mm,精磨余量0.01~0.02mm,油石总宽度占被珩磨孔周长25%左右,液压珩磨头的珩磨压力为0.4~0.8MPa。
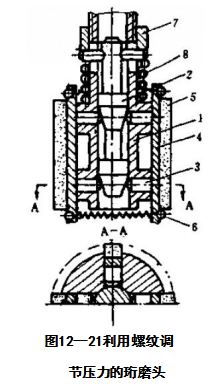
表12—3缸径与油石硬度关系
缸径(mm) | 油石硬度 |
≥0195 0195~0155 0155~0130 ≤0130 | R₂~ZRZR₁~ZR₂ZR2~Z Z₁~Z₂ |
②珩磨头
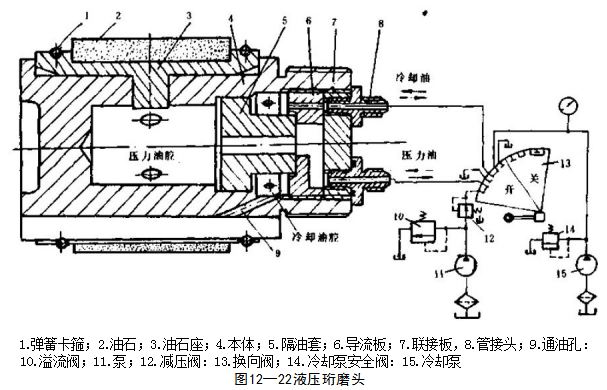
珩磨头的结构分为机械扩涨式与液压扩涨式两大类。图12-21为机械扩涨式。图12-22为液压扩涨式,图12-21中,本体1通过浮动联轴节和机床主轴连接,磨条5用粘结剂和磨条座4固结在一起装入本体1的槽中,磨条座两端由弹簧箍6箍住,使磨条经常向内收缩,珩磨头工作尺寸的调节靠调节锥2实现。当旋转螺母7向下时,推动调节锥向下移动,通过顶块3使磨条径向张开,当磨条与孔表面接触后,继续旋转螺母7便可获得工作压力;反之将螺母7拧向上时,压力弹簧8使把调整锥向上移,磨条便因弹簧箍6而收缩。图12-22为液压珩磨头,油石的涨缩由调节的液压压力大小而定,其它同机械式珩磨头。
随便看看
- 2024-11-28液压系统的清洗与过滤
- 2024-10-11外啮合中高压齿轮泵
- 2024-12-03齿轮泵的使用与修理
- 2024-09-13各开关、杆的动作、确认-挖掘机驾驶操作篇
- 2024-09-19液压缸的故障和排除-液压传动基础知识