
液压阀体的修复与加工
(一)阀孔的修复加工
液压阀阀体孔加工质量好坏直接影响到元件的性能,阀体孔在使用过程中因磨损等原因也可能丧失精度,需要修复,现将阀孔加工与修复方法例举如下:
1.孔的粗加工
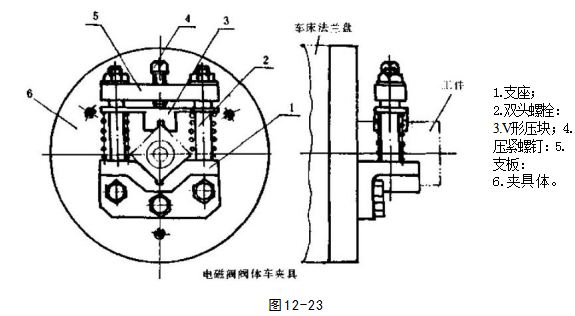
可采用钻孔、车加工和粗镗等方法。图12-23所示为电磁阀阀体孔车加工夹具示意图。
2.扎的半精加工
半精加工阀体孔的方法有铰削、精镗、拉削、推挤孔、刚性镗铰与磨削等,此处仅简介推挤孔与刚性镗铰两种方法,其它方法均为孔加工通用方法。
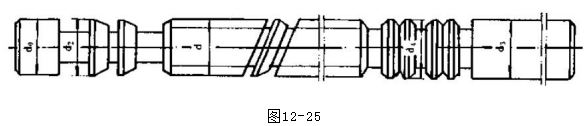
1)用推挤力加工阀孔:这种孔加工方法目前还在液压件生产厂使用。用户单位特别适宜用此法修理和加工阀孔。这种加工方法可分为粗推、精推和挤压阀孔三步。相应有三种刀具,即粗推刀、精推刀及挤刀。粗推刀与精惟刀在刀齿结构上有所不同,粗推刀的容屑槽较大。推刀与挤刀都是利用逐步增加刀齿的直径尺寸,使每--齿切去较小的余量,逐步加工至阀孔尺寸,图12-24为推刀和挤刀的一例。D₀~D₄为切削齿,D₃~J]₂为校正齿,切削齿切去加工余量,校正齿保证加工精度。推孔前尺寸与表面粗糙度为:Q₁1.75~Q11.80,~√;粗推切去余量0.08~0.14mm,表面粗糙度达√~精推切去余量0.06~0.07mm,表面粗糙度可至了~√;挤压量为0.02mm~0.03mm,表面粗造度可至~节,并可使孔壁硬化。推挤孔工艺中,精推是最重要的一环,它决定孔最后的形状精度,一般挤刀难再提高精度.只能降低表面粗糙度并使孔壁硬化。粗推切去大部分余量,并修正孔的圆度和柱度,为精推提供更好的导向,挤压余量大可以降低表面粗糙度,但几何精度可能变差,易出现喇叭口,挤压余量过小降低粗糙度不显著,甚至挤不出来。推挤孔工艺生产率高,每次推挤后用煤油洗净,推挤前孔内加硫化油润滑、孔的表面粗糙度可稳定在左右。一般一把推刀加工铸件孔为300件左右,寿命较短;且挤孔后孔口及孔内沉割槽两端也会有喇叭口细长孔推刀容易弯曲。如果先切孔内槽再推孔,棱边毛刺往往翻往槽内,难以清除、解决办法是用图12--25所示的带螺旋形分布刀齿的推刀,加工先切有沉割槽的阀孔,切削力变化均匀,可避免毛刺内翻,使棱边的毛刺清除要容易些,
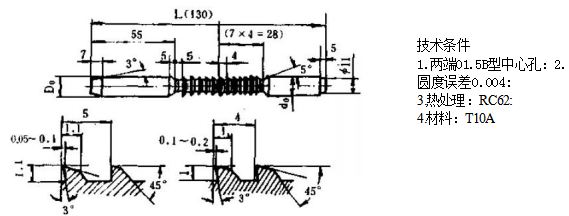
D₀ | D₁ | D₂ | D₃ | D₄ | D₅~D₁2 | do | |
头推 | 011.84 | 011.87 | 011.89 | 011.9] | Q11.95 | 01].94 | Q11.93-0.05 |
二推 | 211.95 | ⊗11.96 | 11.98 | ②12.01 | 12.01 | 012—0.05 | |
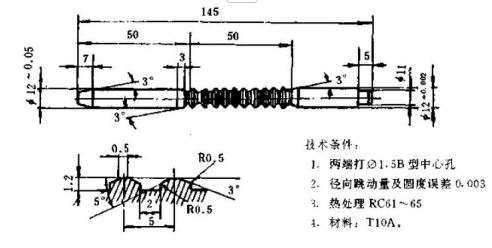
符号 | D₁ | D₂ | D₃ | D₄ | D₅ | D₆ | D₇ | D₈ | Dg | D₁o | 公差 |
尺寸 | 012.015 | 012.02 | Q12.23 | 012.03 | 012.03 | 12.04 | ⊗12.045 | 012.05 | 012.055 | 012.06 | 士0.003 |
b)挤刀例
图12-24推挤刀尺寸例图
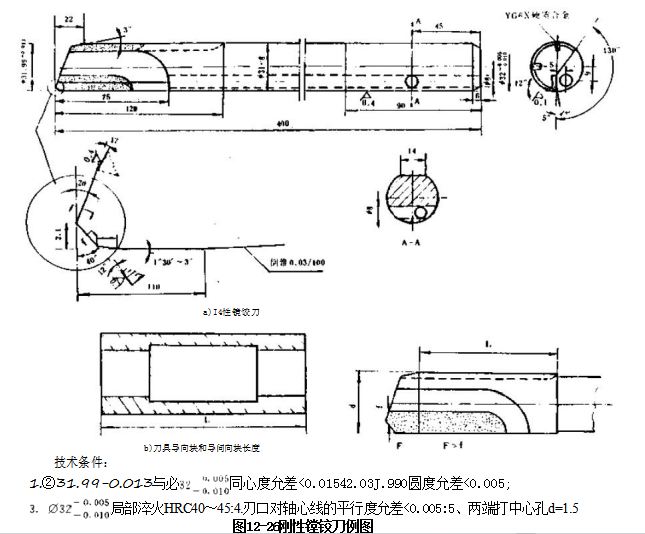
()刚性镗铰用刚性镗铰刀加工阀孔,在孔径加工余量达7mm之多的情况(孔是铸造孔或粗钻孔)下,一次加工便可获得IT7~IT8级精度,表面粗糙度为√,圆度≤0.005mm,柱度≤0.005mm,尺寸公差带≤0.005mm的孔、这样的尺寸精度和几何精度满足了大部分阀孔的精度要求,且生产效率高,可在一般精度的机床上加工。但要设计专门引导刚性镗铰刀刀杆并能在刀杆内通油的一套专门夹具装置。刚性镗铰刀的例图如图12-26所示,它实际上是将扩孔、镗、铰和挤压复合在一起的复合刀具,粗、精加工一起完成,刀尖部分(20°)切除绝大部分余量,圆锥修光部分(3°)和圆柱挤光部分起精铰和挤压作用。两条硬质合金导向块既起导向作用又起挤压作用,由于硬质合金与刀体的材质不同,磨削后刀体的实际尺寸比硬质合金块和圆柱修光刃的直径小0.03~0.04mm,形成这样的外形对工件挤压效果是有利的。
这种刀具的另一个特点是切削用压力油(煤油十机油)从刀具内通过,强制润滑并冲去切屑.提高了孔加工质量。刀具的导向部分长,且以已加工的孔定位,不仅有利于改善孔的直线性,而且有利于加工带有沉割槽的阀孔。使用中刀具磨损小、复磨性好、寿命长,但对于一般工厂来说,制造和刃磨会略感困难:目前。这种刀具有专门厂家生产、可订货。
刀具在进入工件孔前,先进入导向套(夹具);导向套经淬火磨削,和刀具外径的间隙≤0.005mm.导向套用来引导刀具和增加刀具的刚性,导向套的长度为1(1=(1~3.5)d)。刀具导向块的长度L≥21。刀具切入工件后,则以已加工孔自行导向。在经向切削力(两刃产生的力F与f.F>f)的作用下(图12-26)。刀具在切削过程中,始终通过硬质合金块紧紧压向被加工孔孔壁,极大地增强了刀具的刚性。
3.孔的精加工
月前用子阀孔的精加工方法有珩磨、研磨及金刚石铰刀铰孔等。研磨和珩磨是大家熟悉的二艺,此处只对金刚石铰刀予以介绍。
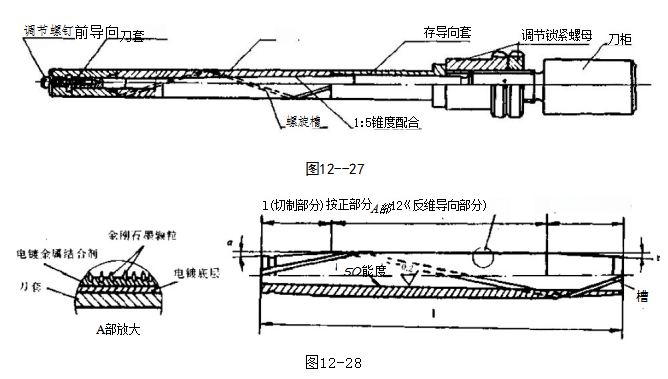
金刚石铰刀加工阀孔是孔加工工艺的一个突破。这个方法加工精度高(圆度和圆柱度可在0.001mm以内),为实现完全互换性装配提供良好条件;尺寸分散度少,便于生产管理,生产率高而经济,每个阀孔加工时间只需20秒左右;孔的表面质量好,没有磨粒残存。它是阀孔最终精加工的理想工具,是国内孔加工的一项新工艺,金刚石铰才见图12-27所示。
前导向套的作用是引导待加工孔,使铰刀套顺利进入被加工孔内;后导向套用于退刀导向用,以保证工件加工孔的直线性;前后导向套为被加工孔长的2/3左右,均用HT200制造、前导向套外经尺寸比待加工孔尺寸小0.02~0.03mm,后导向套外经尺寸比已加工孔经尺寸小0.015~0.02mm。
铰刀刀杆体用40Cr制造,经淬火磨1:50锥面、与刀套内锥面配研,接触面积不少于80%:
金刚石铰刀的关键零件一刀套外圆表面上均匀地电镀上-层经筛选的形状、颗粒、尺寸基本一致的金刚石颗粒或微粉;金刚石颗粒锋利的尖角形成铰刀众多的切削刃来切除阀孔余量,铰刀套上开有螺旋槽、便于通过1:50锥面调节不同加工尺寸,铰刀的切削部分导角α直接影响金刚石铰刀的耐用度,加工表面粗糙度和切削时的轴向力的大小,一般取为0°15'~0°20°;圆柱校正部分的作用是修正孔经尺寸、摩擦抛光与保持铰刀套在孔中,来正确导向,长度一般可取孔长的0.6~0.8倍左右;倒锥导向部分主要起退刀作用,Y角为0°10′左右,长度顺、倒锥部分均为15mm左右(图12-28)。
铰刀套上的电镀金刚石主要根据加工余量与粗糙度来选择。由于人造金刚石磨削性能好。砂轮消耗小,这方面比天然金刚石优越,然而天然金刚石适于大负荷,比人造金刚石铰刀更适应大的切削量,为此,粗铰时,因以切削与修正孔的几何精度为主,宜用粗粒度的天然金刚石,精铰时以降低表面粗糙度为主,宜用粒度细的人造金刚石。
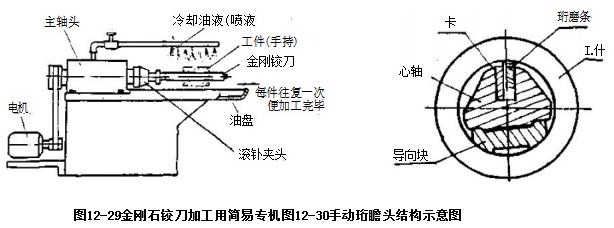
金刚石铰刀铰孔对前工序的要求一般为表面粗糙度Ra0.8μm左右,圆度、柱度在0.01mm之内便可。金刚石较刀加工.-般可在普通机床进行。液压件生产厂口前多用图12--29所示之类的简单专机进行加工一一般工件往复一次10~20秒,主轴头转速以400~750rpm为宜。过高容易产生振动,太慢会使孔径和精度降低,切削时以煤油或弱碱性乳化液或者煤油80%加20%的20#机械油作冷却液。4,用手动全刚石珩磨头修复阔孔如图12-3C所示,镀有金刚石或立方氮化硼的珩磨条,由楔块楔紧在心轴内,导向块在工件孔中导向用青铜或铸铁制造,磨损少且有较大的刚性。用手动使珩磨头往复和回转运动,便可修复已磨损的阀孔,如果操作得当,珩磨精度可达0.001mm左右。
随便看看
- 2024-11-18在各种环境条件下的增压
- 2024-09-13使用恰当的工具-挖掘机安全使用维护手册
- 2024-12-03螺杆泵的故障排除与修理
- 2024-09-20神钢SK200-6挖掘机故障代码说明
- 2024-11-05电子调速器