
液压阀孔的滚压加工
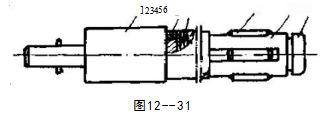
滚压工艺在阀孔加工中应用得不多,但在国外常常可以看到这种加工方法,并且滚压头大多已标准化,图12-31为国内某厂用来滚压45#钢的双向液压锁的主阀孔的滚压头,滚压量为0.06~0.1mm,回弹量为0.03~0.05mm,加工表面粗糙度为▽以下,精度为0.002~0.003mm,此滚压工具适用于阀孔修理。
(二)阀体孔内沉割措的加工
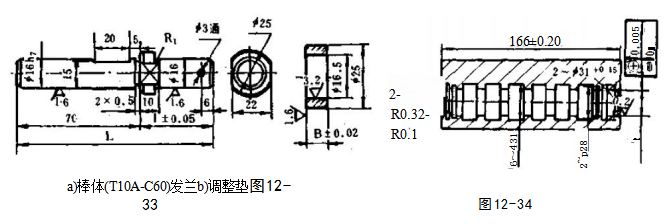
阀类元件的阀体孔,一般均有沉割槽,例如图12-32所示的操纵箱阀体就有5个025×16的沉割槽,槽距尺寸一般要求很严格,因为它影响与阀芯配合时的封油长度和开度尺寸,从而影响到阀的性能为保证加工质量,般可按下述方法进行加工和修理。1.用槽距对刀捧车加工沉割槽阀体孔槽距轴向尺寸公差有较严格的要求、尺寸公差一般为±0.1mm,可采用图12-33所示的槽距对刀棒予以保证,它由棒体和调整垫两部分组成,根据维修或加工各种阀体孔槽尺寸的需要,将棒体的定位尺寸L以10为间隔,制作10、20、30、……240、250mm共25种:调整垫的定位尺寸B从1~9每隔1mm制作一种;为了满足0.5mm数值的要求,另加0.5mm一种、共10种。
现以图12-32所示的操纵箱体孔槽加工为例说明这种方法,将阀体装在车床法兰盘上之后,就可以将一组与槽距尺寸42.5、63.5、84.5、105.5和126.5mm相对应的对刀捧插
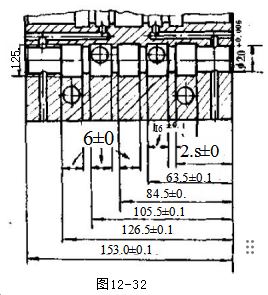
入车床定位毂轮(或专门设置的夹具体)中。以42.5mm为例,对刀棒定位尺寸应取153-42.5=110.5mm。因为阀体的外端面是对刀基准面,而与加工定位基准面的距离为153mm。故对刀棒的定位尺寸110.5mm、这可用L=110mm的棒体再加B=0.5mm的调整垫得到。又如126.5mm的槽距尺寸的对刀棒定位尺寸,应该是153-126.5=26.5mm,可用L=20mm的棒体和B=6及0.5mm的两片调整垫组合获得。
2.用成型排刀加工阀体沉割槽
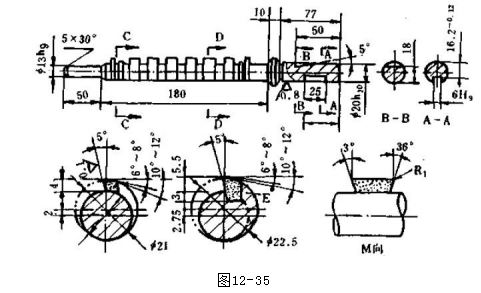
要加工的工件和成型排刀的形状和尺寸如图12-34和图12-35所示。各切削刀头的宽度以及轴向和经向尺寸与阀体孔的沉割槽保持一一对应关系,而且它们的前刀面处于刀杆圆周的同一侧。在刀头的背部有与刀杆成一体的支撑台,可增加刀头的刚性。刀杆体使用45#钢,刀头使用YG6或YG6X硬质合金刀片。另外⊗13hg、OD与020h₁的同轴度误差控制在0.02mm以内。
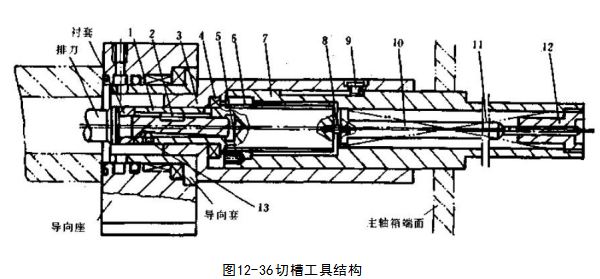
切槽工具结构如图12-36所示,排刀一端的刀柄装夹入偏心套筒3内的螺杆套1中,另一端插入尾座的偏心轴(图中未画出)内。螺杆套和偏心轴的中心线在同一轴线上,与刀杆体的轴线重合。在切槽进给时,10条沉割槽的总切入宽度达99mm.但由于排刀采用两端支承,所以克服了加工中产生的弯曲振动。
此种加工方法采用的设备为专门设计的专机;动力头带动切槽工具回转并作轴向移动(快进),使排刀进入工件孔,工件夹在尾座体上。此种加工也可在普通车床上进行,切槽工具装在主轴上,由主轴带动回转工件则设计专门夹具装在溜板刀架上,由溜板带动轴向移动。
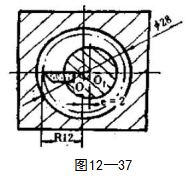
由于刀杆体的轴线与切槽工具的回转轴线偏心e=2mm,而切槽工具的回转轴线与工件孔的轴线董合
(导向套保证两轴线的同轴度误差不大于0.02mm),以排刀在进入工件孔未作进给时,刀杆体中心作回转运动的轨迹是以工件的轴心为圆心、偏心量e=2mm为半经的一个圆;刀头切削刃的运动轨迹是以工件的轴心为圆心、刀头切削到刀杆体中心的距离减去偏心量即14-2=12mm为半经的圆,如图12-37所示。
当切槽工具进入导向座上的导向套后,依靠台肩定位,停止轴向前进,此时刀杆另一端插入尾座夹具(或刀架上夹具)偏心套。同时动力头触玉进给微动开关,使动力头由快进转人工进(对车床则切断快速电机,刀架转入机动进给),压缩切槽工具的弹簧11,继续作轴向前进,并且启动主轴电机,通过传动轴使切槽工具与尾座偏心套同步回转,从而驱动排刀进行切削旋转。此时,由于动力头带动主轴7作轴向进给而切槽刀具在导向套限位台肩的作用下已停止轴向移动、所以和主轴固定的螺母6与螺杆套1之问产生相对移动,在导程为120mm的左旋T型螺纹的作用下,使螺杆套1在螺母6内转动因而改变排刀乃头与偏心套筒3偏心方向之间的相位关系,使刀头逐渐伸出构成了经向进给。在刀头的经向进给和排刀的旋转运动下,排刀进入切槽加工状态。刀头经向进给的速度由动力头的工进速度和螺杆套1的导程所决定。刀头伸出量即迸给量由偏心套简3的偏心量及螺杆套1相对主轴7的转角所决定,与动力头的轴向进给有一个函数关系。当螺杆套相对偏心套筒转过18°时,刀头的运动轨迹是以工件的轴心为页心,刀头到刀杆中心的距离加上偏心套筒的偏心量为半经的一个圆。
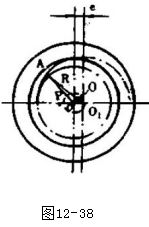
设刀头切削刃至刀杆轴线的距离为R,被加工沉割槽的半经为P,刀杆体轴线对切槽工具(即主轴)回转轴线的偏心距e=2mm,刀头相对偏心方向转过的角度为8,动力头进给行程量为L,动力头工进速度为s,排刀经向切入进给速度为s经,螺杆套的螺纹导程为l=120mm,则由图12-38可得:
P=√R²+e²-2Recosθ
式中n为主轴转速。
由于阀孔孔径小而深,槽多切削量大,所以在切槽过程中须排屑冷却良好,否则会将孔堵死,使切槽工具无法回转进刀并破坏孔的粗糙度。为此采用煤油混合液,以较高的压力从导向套的前盖孔14导入加工孔内,切屑在压力油的作用下,随同液流经尾座的导流套迅速排到蓄屑槽内,以改善排刀的加工条件。
3.用切槽排刀加工沉割槽孔
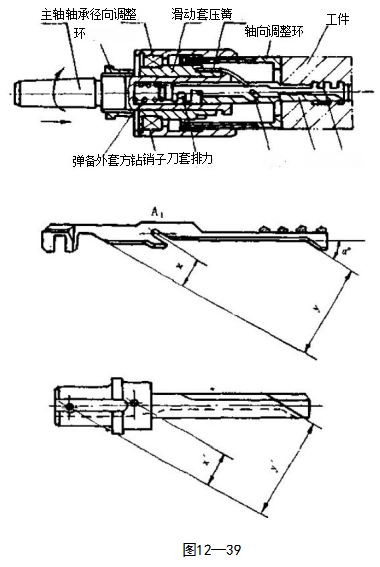
上述用成型排刀加工阀体沉割槽孔,需要专用设备和切槽专用工具。比处介绍一种切槽排刀,可以不在专机上使用,而可在普通车床、六角车床及普通钻床上使用。切槽时,整个刀具由机床主轴带动做旋转切削运动及轴向进给运动(图12—39),这时刀套进入被加工工件的主阀孔内,当预先调整好的轴向调整环和工件阀体孔左端面接触时,切割刀正好移动到工件需要的轴向切槽位置上。此时外套和轴向调整环停止转动及进给,而刀具的其它部分则继续转动(如在六角车床上加工时,工件旋转而刀具只作轴向进给,在刀具进入切槽位置时,则工件带动外套及轴向调整环转动),主轴仍向右移动。此时,由于主轴上开有轴向长槽、刀套和主轴又销紧为一体,故主轴和刀套相对于滑动套、方键和切槽刀作轴向移动。由于刀套上斜面A₁和圆柱销的作用,使切槽刀作径向移动,开始进给切槽,当预先调整好的径向调整环和滑动套的左端面接触时、切槽刀径向进给至所需要的切槽深度。此时,主轴停止轴向进给,并慢速向左退回,在弹簧及销子槽左侧面的作用下,切槽刀全部退回刀套槽内,主轴继续向左作轴向移动,刀套退出工件孔,完成一次切槽动作,即加工完一个工件。这种排刀加工工件尺寸精度靠排刀保证,操作方便,生产率高。
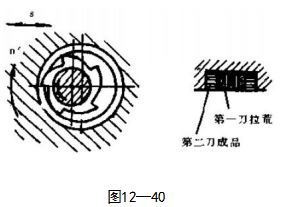
4.旋风铣削阀体沉判槽
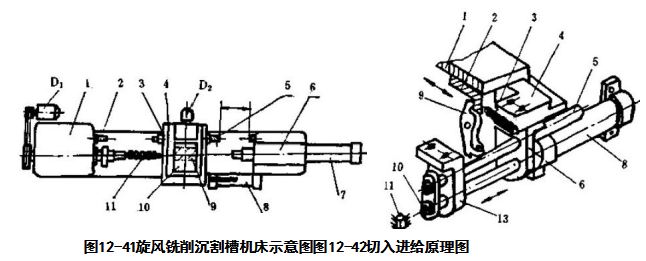
图12-40为旋风铣削阀体沉割槽的原理图。它有三个运动:铣刀的旋转切削运动,工件(阀体)的反向旋转运动及经向切入送进(槽深)运动。铣刀的数目以及刀齿宽度和间距是按阀体沉割槽的数目和开槽尺寸而定。利用旋风铣削的高效率,一次(或两次)进给就能切出所有的沉割槽,质量一致且稳定。但这种方法要自制专机或用车床改制,图12-41为旋风铣削阀体沉割槽机床示意图。多刃铣刀11(按阀体沉割槽尺寸设计)由机床主轴带动回转,工件在回转夹具10内由电机D₂带动旋转。油缸7驱动尾座6向左移动、当移动距离l₁和挡块5相碰后,又推动溜板3一同向左移动。再移动距离l₂后碰上挡块2为止,这时工件9正处于加工位置上,雨且多刃铣刀11末端得到尾座6的支承(插入尾座芯轴孔中)。接着横拖板4在横向切入油缸8驱动下作切入进给,山图12-42可知,切入进给油缸8固定于床身上,支架6及13固连于溜板4上,当油缸活塞杆带动靠模尺5纵向移动时,靠模尺的升程使杠杆9转动,杠杆另一端推动固定在横拖板1上的挡块2,而使横拖板实现径向切人。其切入量靠调节螺钉11碰到行程开关10来控制,当切入完毕后,行程开关发信使油缸活塞杆带动靠模5后退,并在弹簧3的作用下,使横拖板1也退回。在工作行程完毕后尾座6(图12-41)由油缸7的活塞杆带动返回,溜板则由油缸8(图12-42)的活塞杆拉动固定于溜板上的支架13而退回。
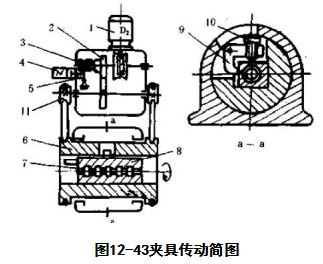
回转夹具的传动原理如图12-43所示,电机1(D₂)经蜗轮副减速传至离合器3,由于齿轮2空套在轴上,弹簧5拉拨叉杆使离合器3与齿轮2的端面牙嵌离合器脱开,因而夹具回转体6不转;当给信号使直流电磁铁4动作后,推动拨叉杠杆使离合器结合,此时通过齿轮及皮带轮11的传动,带动夹具回转体6转动,工件8由螺钉10通过杠杆9夹紧在夹具回转体6内,由轴向定位块7及两个直角而定位。
(三)间体上0形圈密封以窝的加工
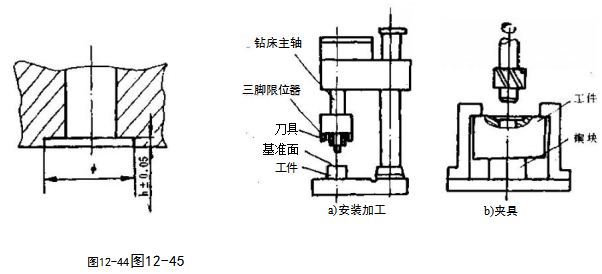
板式阀体的安装面、集成块之间的贴合面还有其它一些液压件的零件上均有O形图密封窝需要加工。如图12-44所示,为了保证O形圈安装后有合适的压缩余量,0形圈的凹窝深度五有较严格的公差要求(±0.05),以做到不漏油。目前在加工和修理中,可采用下述几种方法。
1.用三脚定位器与专用刀具加工
图12-45为用这种方法加工O形圈凹窝的示意图,三角定位器装在机床的主轴锥孔内[图中a]],工件装在夹具[图中b]]内,并放在工作台上。三脚定位器的两种结构如图12-46所示,调节调节螺母后并将锁紧螺母锁紧,可控制要加工的O形圈窝的尺寸深度h及公差。加工时三脚定位器贴紧在工件表面,再不能作深度方向的进给,深度可控制。
2.斜块式楔紧,机床刻度定尺寸加工
这种方法采用图12-45b)所示的方法夹紧工件,它靠看机床刻度要保证深度0.05mm的公差不太容易,但适合一般液压件维修加工。液压件生产厂目前普遍采用用图12-46所示的三脚限位器进行加工。

3.利用专机加工密封圈窝
图12-47所示的加工方法是在专机上进行的,阀体结合面与定位基面重合,加工的尺寸精度靠调整动力头的死挡铁来保证。这种方法加工的尺寸精度较高(可达0.01~0.015mm),表面粗糙度可由专用刀具保证在√~。
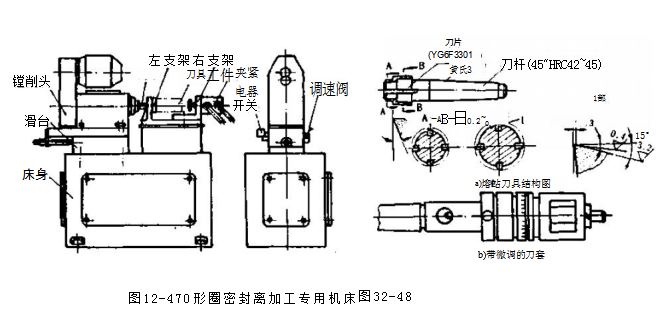
4.用专用的带刻度的定位套刀杆加工
如图12-48所示,这种专用定位套刀杆实际上同三脚定位器,深度尺寸及公差靠调节定位套上的刻度调整,使用方便,质量保证。
随便看看
- 2024-09-19液压马达的故障和排除-液压传动基础知识
- 2024-09-19流量控制阀-液压传动基础知识
- 2024-11-08涡轮机的特性
- 2024-11-21柱塞与滑靴的修理
- 2024-12-03摆线泵的故障排除与修理