
电磁换向阀的故障排除与修理
电磁换向阀简称电磁阀,是电气与液压组成的元件,由电气系统的各种开关、时间继电器、行程开关、 压力继电器等电气元件发出电信号,使电磁铁动作,推动阀芯移动,以改变液流的方向,从而梗执行机构作 正向或反向运动;或者用于沟通或切断某油路,使液压系统卸荷、升压等等。它是“机一电-体化”的产物。
我国目前设计生产的电磁阀,规格品种繁多:
① 按允许的最高工作压力分有2.5、6.3、16、21、32MPa 系列:
② 按允许通过的公称流量分有:10、25、40、63L/min 等 ;
③ 按阀芯可移动换向的工作位置分有:二位、三位、多位;
④ 按所控制的油口通数分有:二通、三通、四通、五通、多通。
⑤ 按阀芯在中间位置控制各油口的沟通状况(即中位滑阀机能)分有:O 、H 、Y 、K 、M 、X 、P 、J、 C、N 型 。
⑥ 按阀芯换向和复位的形式分有:弹簧式、弹簧对中式、钢球定位式等。
⑦ 按所配电磁铁的结构型式分有:交流干式、直流干式、直流湿式、交流湿式、本整式等,电源电压 有交流110、220、380伏;直流24、36、110伏等。
⑧ 按流量分有中低压、中高压;按通径分有:6、8、10、15毫米通径。
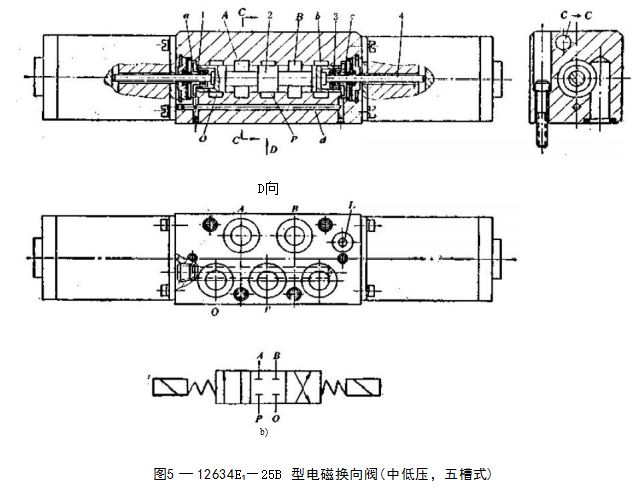
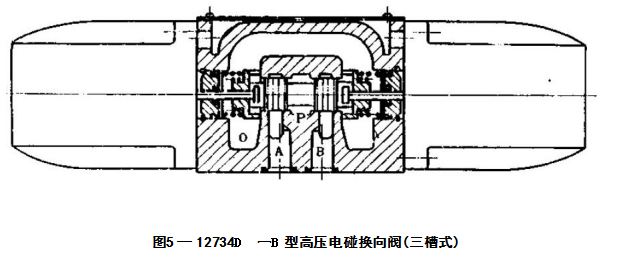
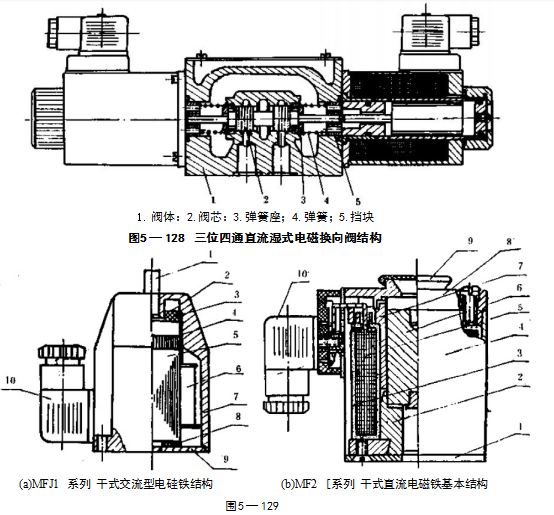
中低压电磁阀阀体多为五槽式,中高压电磁阀多为三槽式,电磁阀的结构示例如图5—125~图5--128 所示。
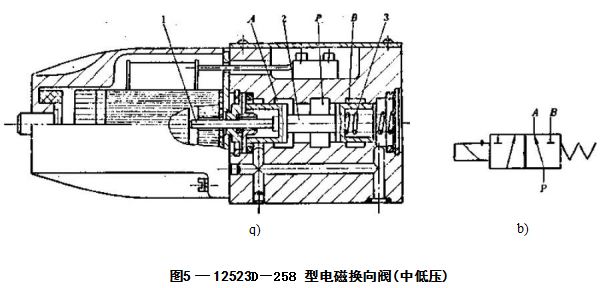
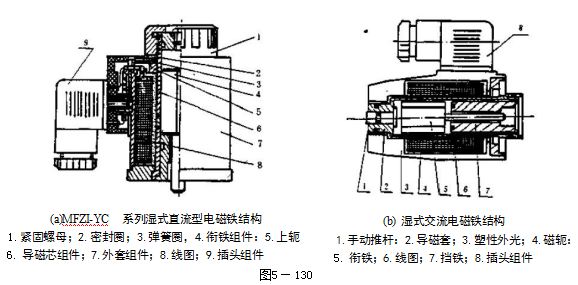
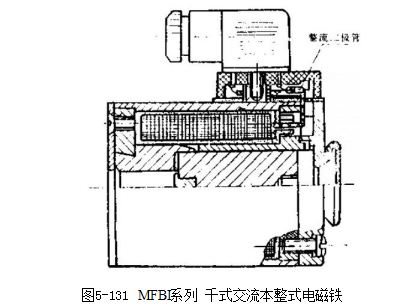
图5—129~图5—131为目前国内外电磁阀所用电磁铁结构例图。
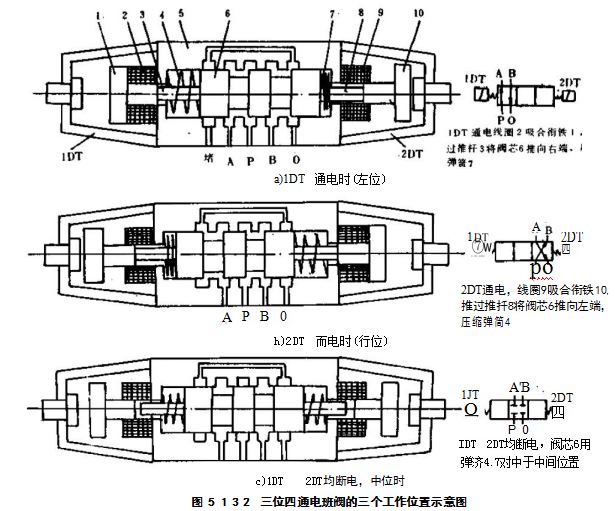
图5—132为三位四通O 型电磁阀的三个工作位置示意图,所谓“四通”,即有一个压力油进油通路P, 一个回油通道O, 另外两个通道A、B 一般连通执行元件,如油缸的两个接口。所谓“三位”,即电磁铁1DT 通电一个位置〔图中a〕〕;2DT能电一个位置(图中b)〕, 两个电磁铁都不通电,由弹簧4,7使阀芯6回 到中间位置〔图中c〕〕三个位置。图中右端的职能符号分别表示三个工作位置时,油路的走向情况。
电磁阀的故障分析与排除
(一)烧电础铁(交流)
① 电磁铁线圈漆包线没有使用规定的绝缘漆,因绝缘不良而使线圈烧坏。电磁铁线圈的绝缘等级需在 E 级以上。
② 绝缘漆剥落或线圈碰伤,线圈引出线的塑料包皮老化,造成漏电短路,或因电磁铁其它方面的加工 质量而烧坏线圈。此时需更换电磁铁或重绕线圈。
③ 电源设计或使用差错:交直流电源相混,超过了许用电压的变动范围及在过电压的条件下长期使用, 电路中将三位阀的两个电磁铁同时接成(或设计成)通路,直流电磁阀电源整流装置失效等原因,均可造成 线圈烧坏。为此,电路设计或安装排线接线时要注意,不能出现接线错误;电磁铁线圈电压不得超过线圈额 定电压值的85~105%;在自行工厂发电(柴油机发电)和电网电压经常不稳定的单位,电路最好有稳压电 源;注意实际连接的电路电压要与电磁铁铭牌上的电压一致,直流交流不要混杂。
④ 环境温度过高:直射阳光、油温、室温过高、通风不良等原因造成线圈老化。电磁铁生产厂家规定 周围介质温度不得高于+50℃,不低于—30℃时,电磁铁方可可靠工作。
⑤ 环境水蒸气、水珠、腐蚀性气体渗入电磁铁内以及其它破坏绝缘的气体、导电尘埃等进入电磁铁内, 造成线圈受潮生锈受损而烧坏。为此,若环境恶劣,相对湿度大,要用湿热带型电磁铁,这种电磁铁对环境 空气的相对湿度要求不大于95%,而普通型不得大于85%。
⑥ 工作油液选择不当、粘度过高,粘性阻力大,超过了电磁铁的负载范围产生过载而烧坏。一般资料 推荐,电磁阀的油液粘度范围为15~400CSt。
⑦ 电磁铁换向频率过快,烧坏电磁铁。交流电磁铁的换向频率原规定为1000次/时,现标准规定为 2000次/时,这对一般用途的电磁阀足能对付。
⑧ 液压回路设计有差错:如回路背压过高、长时间在超过许用背压值的工况下使用、安装板上未有L 孔泄油通道,或者L 孔被堵塞,造成泄油受困,压力增高等,电磁铁推不动阀芯,而出现过载,烧坏线圈。
⑨ 阀加工精度不好,阀芯阀孔有毛刺有锥度,造成阀芯卡紧,电磁铁强行推阀芯,最后电磁铁烧坏。
⑩ 电磁阀装配清洗不干净;阀芯与阀体之间的配合间隙过小而阀安装螺钉压得过紧,导致阀体孔变形, 增大了阀芯滑动副运动方向上的摩擦力;或油液中有夹杂物,阀芯卡死等原因,导致电磁铁过载而烧坏。
⑪ 复位弹簧刚性过大,装错而导致弹簧力大于电磁铁的吸力,而电磁铁硬顶过载而烧坏。 由于安装在阀体上的电磁铁别劲,使电磁铁吸力方向与阀芯移动方向不一致而烧坏。
可根据上述情况,分别作出处置。
(二)交流电磁铁发叫,有噪声
电磁阀在台架试验及使用过程中,常出现两种噪声,即“嗡—嗡一”声与“嗒一嗒—”声,其原因如下:
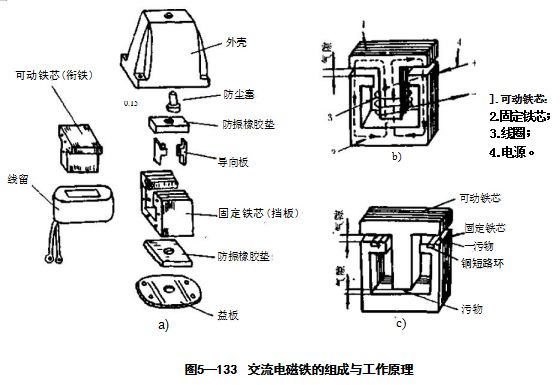
① 电磁铁本身质量有毛病:交流电磁铁由图5—133a) 所示的零件组成。当线图通电,在可动铁芯与 固定铁芯之间形成磁路产生吸力〔图5—133b〕〕。当导向板与可动铁芯因加工装配不好,或可动铁芯与固定 铁芯加工有误,均导致固定铁芯与可动铁芯不能很好地吸合而发叫。
② 可动铁芯与固定铁芯之间的气隙内有脱落的红丹防锈漆片及其它污物卡住,不能很好地吸合,产生 “哈一嗡—”气隙声〔图5—133c〕〕。
③ 固定铁芯上的铜短路环断裂,产生电磁声和振动声。
④ 推杆过长,使可动铁芯与固定铁芯不能很好吸合而保持正常气隙,而发生噪声。此时为“嗒一嗒一 ” 噪声,当适当减短推杆长度时一般可立刻消除,但磨短后可能影响阀芯的开口量,必须综合考虑,以免引起 换向不良故障。不同电磁铁生产厂家生产的同一型号电磁铁,要求推杆的长度往往不一样。
⑤ 复位弹簧力过大,超过了电磁铁的吸力,通电时,发出“嗒一嗒一”的噪声。
⑥ 阀芯与阀孔因毛刺及配合精度存在问题,摩擦力过大,超过了电磁铁的吸力,或因污物卡住阀芯,电 磁铁推不动,也常常发出“嗡一嗡一”的噪声。
(三)电硅铁的其它故障
1. 吸力不够
由于电磁铁本身的加工误差,各运动件接触部位摩擦力大,或者直流电磁铁衔铁与套筒之间有污物或产 生锈蚀而卡死,造成直流电磁铁的吸力不够,动作迟滞;若电磁铁垂直方向安装,而电磁铁又处于阀的下方, 电磁铁要承受本身动铁芯与阀芯的重力,有效推力减少。
2.不 动 作
因焊接不良,使电磁铁进出线连接松脱而使电磁铁不动作。 因电路故障造成电磁铁不动作。
(四)电班换向阀换向不可靠
换向阀的换向可靠性故障表现为:①不换向;②换向时两个方向换向速度不一致;③停留几分钟 (一般5分钟)后,再发讯不复位。
影响电磁换向阀换向可靠性主要受三种力的约束:①电磁铁的吸力;②弹簧力;③阀芯的摩擦阳力 (包括粘性摩擦阻力及液动力)。
换向可靠性是换向阀最基本的性能,为保证换向可靠,弹簧力应大于阀芯的摩擦阻力,以保证复位可靠。 而电磁力又应大于弹簧力和阀芯摩擦阻力二者之和,以保证能可靠地换位。因此从影响这三种力的各因素分 析,可查找出换向不可靠地原因和排除方法。
1. 电磁扶质量问题产生的不换向
① 电磁铁质量差或者因引出线受振动而断头,或因焊接不牢而脱落,或因电路故障等原因造成电路不 通。电磁铁不通,换向阀当然不换向。此时,可用电表检查不通电的原因和不通电的位置,并采取对策。
② 交流电磁铁的可动铁芯被导向板卡住(参阅图5—133),直流电磁铁衔铁与套筒之间有污物卡住或
锈死,这两种情况均使电磁铁不能很好吸合,阀芯不能移动或不能移动到位,油路不切换,即不换向。
③ 因线圈匝数不够造成 电磁铁吸力不够,吸力与线圈 匝数有关。这种情况少见。
④ 电磁铁固定铁芯上小 孔不正对阀体推杆阀芯的轴心 线(图5—134),造成推杆吸合 过程中的歪斜,增大阀芯运动 副的摩擦力,另外,间隙A 与 间隙B 磁力线疏密相差很大 会产生一侧向力,使推杆更移 向A 侧,造成推杆扭斜,更加 别劲,遇到这种懵况可加大固 定铁芯穿孔的尺寸,图中为将 0 6 改 为 0 8 。
⑤ 电磁铁电压有错,没有 控制在允许的范围内。国内规 定电压的许可范围为额定电压 的85%~105%的范围内。国外大多为90%~110%的范围内。电压过低,就会产生前述的电磁铁不能吸合的故障,从而导致阀不能换向。

这是因为电磁铁的吸引力为
(式中:F: 吸引力;E; 电压;f: 频率数;N; 线圈圈 数)。电压是以2次方对吸引力产生影响,电压的稍微变化会给吸引力以很大影响。
因而电压要控制在上述规定的范围内,特别是国内电网波动大,最好采用稳压电源。
⑥ 电源频率不对。
国内电源频率为50Hz, 而有些进口设备为60Hz, 例如日本的交流电磁铁。从吸力公式可知,频率对吸 力的大小有影响。
因此,电源的频率数不能搞错,特别是对进口液压设备,错了的应更正过来。
2. 因阀部分本身的机械加工装配质重等不良引起的换向不良
① 阀芯台肩及阀芯平衡槽锐边处的毛刺,阀体沉割槽锐角处的毛刺清除不干净或者根本就未予以清 除。特别是阀体孔内的毛刺往往翻向沉割槽内,很难清除,危害很大。目前元件生产厂已采用用尼龙刷对阀 孔去毛刺,对阀芯采用振动去毛剌的方法(详见§12—4)
② 阀芯与阀孔因几何精度(如圆度、柱度)不好,会产生液压卡紧力。特别是停留几分钟(台架试验 为5分钟)后,加上压力又高,阀芯便经常产生液压卡紧,换向阀不换向。值得一提的是:液压卡紧出现在
工作状况中,不工作停机时,阀芯在阀孔内可能是灵活的,但这是一种假象。
碰到液压卡紧故障时,要检查阀芯与阀孔的几何精度,一般应控制在0.003~0.005mm以内。
③ 安装阀的螺钉拧得过紧。
电磁换向阀阀体与阀芯的配合间隙很少(一般为0.007~0.02mm), 若安装螺钉拧得过紧,导致阀内孔 变形,卡死阀芯而不能换向。螺钉的拧紧力矩最好按生产厂的推荐值,用力矩扳手拧紧。一般M5 的安装螺 钉拧紧力矩推荐为6~9N-m,M6 为12~15N-m,M8 为20~25N-m,M12 为75~105N—m。
④ 阀孔与阀体端面不垂直,电磁铁装上后,造成推杆歪斜别劲:阀芯运动阻力增大。
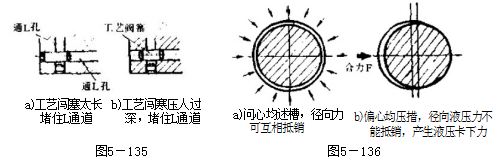
⑤ L 孔或回油孔堵塞(偶而发现有未钻通的),特别是在加工中,L 孔与阀孔交位处,由于偏斜而使交 又处穿通面积很小,加上工艺闷塞太长或压人过深,堵住L 孔,使泄油通道不畅,造成阀芯两端困油,而 推不动阀芯(图5—135)。
⑥ 阀芯上均压(平衡)槽加工时单边偏心,装配使用后产生液压卡紧力,造成换向不良(图5-136),
⑦ 阀芯台肩与阀体沉割槽尺寸不对,造成两端换向速度不一致。
⑧ 阀芯阀体配合间隙过小或过大:过小容易造成摩擦阻力增大而卡紧;过大容易产生液压卡紧。
⑨ 铸件(阀体)材质不好,安装螺钉压紧后,阀孔变成椭圆形而卡死阀芯或造成运动不灵活。
上述来自阀加工质量不良,产生电磁阀换向不可靠的故障,随着液压件质量的提高,有很大好转,用户 在使用时可根据具体原因,分别采取对策。
3. 因污物所致
① 阀装配时清洗不良或清洗油不于净,污物积存于阀芯与阀体配合间隙中,卡住阀芯。
② 油液中细微铁粉被电磁铁通电形成的磁场磁化,吸附在阀芯外表面或阀孔内表面引起卡紧,所以液 压系统最好装磁性过滤装置。
③ 运转过程中,空气中的尘埃污物进入液压系统,带到电磁阀内。
④ 油箱无防尘措施,加油时无过滤措施,系统本身过滤不良,造成油液污物进入系统。
⑤ 液压油老化、劣化,产生油泥及其它污物。
⑥ 包装运输,修理装配不重视清洗,使污物进入阀内,以及由于水分进入造成锈蚀。
4. 老的电磁阀设计上存在问题
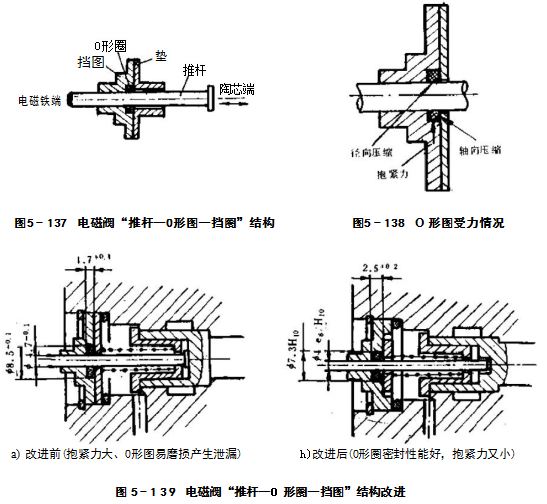
① 原电磁阀的“推杆一0形圈一挡圈”结构设计不合理,O 形密封圈既受径向压缩,又受轴向压缩 (图5—137与图5-138),推杆与O 形圈的抱紧力过大,需消耗一部分吸力,而且为了减少从推杆处的外漏, 往往使O 形围受更大压缩,这样电磁铁能用于克服弹簧复位力和阀芯外圆的摩擦力的力相对减少,从而便 显得吸力不够了,经改进为图5-139所示的结构,但1982年前出厂的电磁阀均为老结构,少量液压件生产
厂现在还在沿用老结构图生产,换向性能不好,密封也不好。
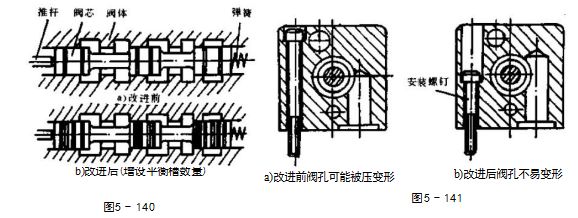
② 阀芯平衡槽(均压槽)位置设置不当,使得阀芯运动到某一工作位置时,只有一条或没有平衡槽起 均压作用,消除不了液压卡紧力。平衡槽应设置合理,在每一工作位置每一油段至少须有一条以上平衡槽起
作用(图5—140)。
③ 有些电磁海安装螺钉孔未低于阀孔中心线以下,加上铸件未达到规定的牌号(如 HT200), 四个安
装螺钉拧紧后,阀孔变形卡住阀芯,可按图5—141所示作出改进。
5.其它原因造成的换向不良
① 复位弹簧力不够,这往往是弹簧疲劳、拆修后错装成弱弹簧、或者复位弹簧折断,造成阀芯不复位
而不能换向或换向不良。可根据不同情况予以排除。
② 背压过大,超过了电磁阀的额定背压值。
电磁换向阀的电磁铁,有干式(空气隙式)与湿式之分,可动铁芯浸在油中为湿式,否则为干式。目前, 设备上使用的电磁阀,以干式为多。
对于干式电磁铁,可动铁芯与阀芯之间的推杆处不能有油进入,在推杆处用了O 型密封圈密封(参阅 图5-139)。为此,干式电磁铁背压变高时,密封处的动摩擦增加,同时背压的增大,也同时增加了阀芯的 移动力(液动力)。所以都会增大电磁铁所需的推动阀芯的力、而电磁铁的吸引力(推力)是有限的, 一般 阀用电磁铁的吸引力仅为几十牛顿左右。因而导致电磁换向阀不能换向的故障。所以换向阀泄油口一旦有污 物阻塞或泄油口未钻透时应予以排除。
③ 用户在设计液压安装板时,未设计有L 孔泄油通道,或者虽设计了L 孔通道,但它与回油孔通,前 者泄油无处可走,后者有可能因回油背压高,而使L 孔连通腔压力高,使电磁阀不能换向。L 腔(口)应单 独回油箱,不可与回油腔共用。
④ 推杆处的O 形密封圈质量有问题:有飞边,线径过大,尺寸不对,或因材质不好被油液浸泡胀大, 使推杆的抱紧力过大,而不复位。
⑤ 电磁铁烧坏等故障。
综合上述五个方面不换向的原因,涉及设计、生产、使用各方面,须根据情况予以排除。目前已有湿式 电磁铁装成的换向阀上市,其换向反力减少了5N 左右,大大提高了换向可靠性。
(五)电班阀的外泄沉
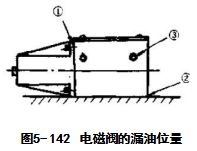
电磁换向阀的漏油位置如图5—142所示。
1. 电磁铁与阀体结合面(围中的①处)之间的外泄漏 产生外漏原因有:
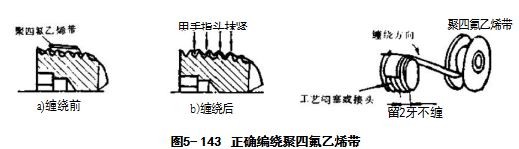
① 因连通两O 腔(如34D-25B 型)的工艺横孔之孔口 的工艺螺堵或圆柱堵头密封配合不好而外漏。此时可将孔口 螺纹重新攻丝,螺纹堵头正确缠绕聚四氟乙烯带(图5- 143),重新拧入并拧紧。如果是圆柱堵头松动而漏油,应打出 重配,并保证过盈配合。
② L 孔工艺横孔孔口处05闷塞处产生漏油,可钻出闷塞,重新铰孔,打入配作圆柱闷塞。
③ “推杆一O形圈一定位套”机构产生漏油者,除了按图5—139的方法改进其结构外,还应注意:i)
推杆表面应光洁无拉伤,表面粗糙度应为☑以上;ii)O 形圈要合格;ii) 推杆密封处应改为合理的结构 (图5—139),改进前挡圈内O8 密封圈槽尺寸为×8.5+0-1×1.7+0-1(外径×深度),推杆直径为04.7-01,若 0形圈公称尺寸为08×2,此时径向压缩量为0~0.2mm, 轴向压缩量为0.2~0.3mm, 径向和轴向综合起 来最大压缩量为0.2与0.3mm, 但最小压缩量为0与0.2mm, 便显得压缩余量不足,而且考虑到0形圈的 制造公差和线径不圆等因素,往往使轴向和径向压缩量不够,甚至无压缩,这种结构上的弊端是造成外泄漏 的主要原因。为此改为图5—139所示的新结构,保证了丰富的径向压缩量(0.598~0.689mm), 而轴向无压缩,既密封可靠,又对换向性能有所改善。
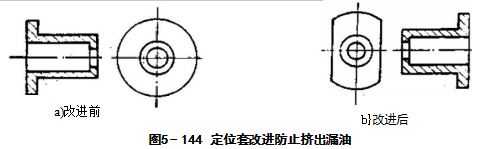
另外定位套外径与泄油腔空隙较小,电磁阀通电换向时,泄油腔的泄油不易流出,导致该腔压力升高, 易将油挤出造成漏油、为此可采用图5-144(改进前后)的结构。
还有当换向阀安装板或集成块油路的泄油流道(L 孔)与回油流道设计加工成互通,也会造成电磁铁与 阀体接合面较严重的漏油。原因是当换向时,O 腔瞬时高压,油液倒灌入电磁阀L 腔,造成瞬时高压,从 推杆O 形密封处外漏。
2. 电磁阀阁休与安装底板或集成块结合面之问的漏油(图5—142中的②)
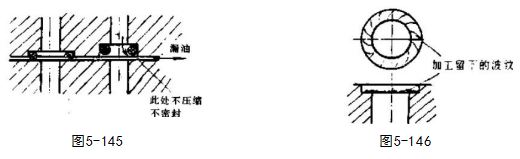
① 由于加工误差,电磁阀安装面上各油口 (P、A、B、O、L 孔 ) 的O 形圈凹窝深浅不一致(图5— 145),使得凹窝深的无压缩变形量而漏油。
② 0形圈凹窝光洁度差,表面上有加工波纹而漏油(图5-146)。
其它漏油原因可参阅§7—6。
③ 电磁阀四个安装螺钉有一个螺纹长度不够,或因安装板上攻丝深度不够,看起来螺钉拧紧了,实际并未拧紧,造成密封不严而漏油。
④ 阀体或安装板有缩松气孔等铸造缺陷造成外漏。 3. 工艺螺堵及工艺阀头的漏油(图5—142中的③)
① 螺纹堵头的漏油多因螺纹配合不好,螺堵表面未 缠绕聚四氟乙烯密封胶带纸。对于圆形工艺堵头,则主要 是因配合过松或孔表面粗糙。可设法子以排除。
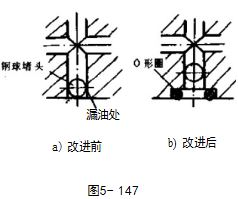
② 有些生产厂,用钢球代替圆锥闷头堵住工艺孔 (图5—147),当钢球配合不好产生漏油时,拆卸十分困 难,不拆下来又漏油,可采取图5—147中的弥补方法。
(六)内泄漏量大
内泄漏量大时,导致功率损失而引起系统温升,甚至 动作失常。
① 阀芯与阀孔配合间隙大,或者因磨损后而间隙大,须修复。正常配合间隙为0.008~0.015mm。
②阀芯或阀孔台肩尺寸、沉割槽槽距尺寸不对或超差,或者封油台肩有缺口,使封油长度段的遮盖量 减少,造成内泄漏量增加。
③平衡槽位置尺寸设置不合理,也会减短封油长度(遮盖量)。
④阀芯外表面或阀孔内表面拉有轴向沟纹。
⑤油温过高。
⑥阀芯与阀体孔因毛刺造成偏心。偏心时通过偏心环状间隙的泄漏量是未偏心时的2.5倍。
⑦阀体内有缩松缩孔等铸造缺陷。 可以针对上述原因,分别采取对策。
(七)压力损失大
通过额定流量时的阀前与阀后压力之差,称为阀的压力损失。压力损失大,导致油液温升发热。电磁阀 的压力损失大小可参阅 “JB/JQ20223~20224-88” 标准中的规定。压力损失偏大的主要原因是:
①通过电磁阀的实际流量远大于电磁阀的额定流量。特别是在差动回路中考虑不周时容易出现这种情况。
②阀芯台肩尺寸或阀体沉割槽距尺寸不对,造成阀开度小,而压力损失超差。
三、电磁阀的使用与安装
①用户在选用电磁阀时,首先要注意电磁铁的种类,是交流还是直流,电压大小、安装尺寸,电磁铁 吸力的大小及行程长短等。
②电磁阀电源进线插头出厂时一般埋在阀的标牌之下,接线时可拆开标牌然后接线。
③一般电磁阀的安装方向无限制,但最好是水平安装。
④板式阀安装面的表面粗糙度应在Ra3.2μm以内,平面度在0.01mm 以内。
⑤板式阀与安装面之间安装的各油口O 形密封圈,硬度最好使用HS—90 的。
⑥换向阀的回油管应低于油箱液面以下。
⑦管式电磁阀安装时,不能仅靠各接管支撑于液压设备的空间内,应用螺钉紧固于安装面上,再接各 油孔管道。接管时一般生产厂家在螺纹孔口标注有P 、A 、B 、O 、L 字样,不可接错。
⑧管式阀安装时,各接头连接部分要采取密封措施。板式阀安装时,切勿漏装0形密封圈,或者安装 时使其滑脱,否则造成漏油。
⑨安装电磁阀时,L 口要单独回 油 ,不能与回油 口“O”连通回油,否则将出现换向不良。
⑩电磁铁在下列条件下方能可靠工作,否则要选用特殊性能的电磁铁:
i) 海拔高度不超过1000m;
ii) 周围介质温度不高于+40℃,不低于-30℃;
iii) 空气相对湿度: 一般不大于85%
iv) 在无爆炸危险的介质中使用,且介质中无足以腐蚀金属和破坏绝缘气体及导电尘埃;
v) 无剧烈振动和颠簸的地方,无风雪侵袭的地方使用。
①安装电磁铁时,应保证阀体推杆与电磁铁衔铁平面垂直,电磁铁的反作用力方向应与衔铁中心线
相重合。
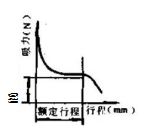
⑫安装电磁铁时应保证在规定的额定行程下使用,超行程使用会使电 磁铁吸力有明显下降。电磁铁在环境温度为最高值时,励磁线圈温升达到稳 定后,当施加电压为85%额定值时,吸力、行程关系特性曲线如图5—148 所示。
![]() ⑬对于湿式电磁阀,例如使用MFZI—YC 型湿式电磁铁时,开始使用 时应利用排气螺钉排出导套内的气体,以免气阻效应。尔后,必须将系统油 压调到零,再拧紧排气螺钉,以免损坏密封圈(带手动推杆的电磁铁无排气螺钉)。
⑬对于湿式电磁阀,例如使用MFZI—YC 型湿式电磁铁时,开始使用 时应利用排气螺钉排出导套内的气体,以免气阻效应。尔后,必须将系统油 压调到零,再拧紧排气螺钉,以免损坏密封圈(带手动推杆的电磁铁无排气螺钉)。
⑩湿式电磁铁导磁腔的油压不能超过6.3MPa, 否则容易使底板起翘,影响密封。
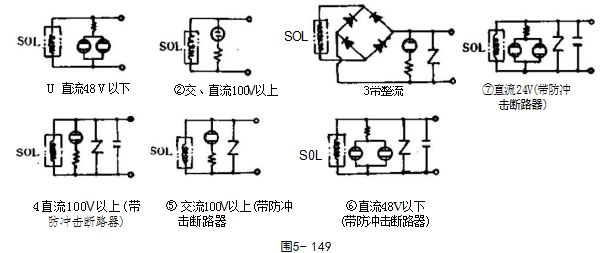
⑮在进口设备上使用的电磁换向阀,电磁铁的使用电压往往与中国的不同,使用时请予以注意。图5- 149为日本进口设备部分电磁铁电器线路图可在维修时予以参考。
电磁阀在使用修理中滑阀机能的判别处理。
三位换向阀当阀芯处于中间位置时,其油口P、A、B、O 间的通路有各种不同的连接形式,以适应各 种不同的工作要求,这种机能称为滑阀的中位机能。
二位换向阀在换向过渡位置有时也有这种要求。在不通电的位置也有各种不同职能。
例如二位二通阀有0型和H 型(图5—150),使用时,用户单位只需将阀芯调头装配,便可实现这两 种职能的互换,对于两位四(五)通换向阀,如果对换位时的中间过渡状态有要求,应在订货时指明,在图 形符号上是用虚线表示中位职能的,这一点与三位阀用实线表示不同〔图5—150c〕〕。
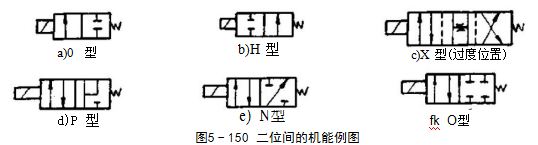
除此之外,二位四通阀在不通电位置还有P 、N 、O 型等。
三位换向阀有O、H、Y、J、C、P、K、X、M、U 型等各种中位机能。
区别换向阀(三位)滑阀机能的方法如下:
① 换向阀的标牌上均注有滑阀机能,可根据标牌进行判别。但使用中将标牌丢失或实际阀与标牌上的 职能不相符时,则需按如下方法进行判别。
② 用吹气或灌油方法检查
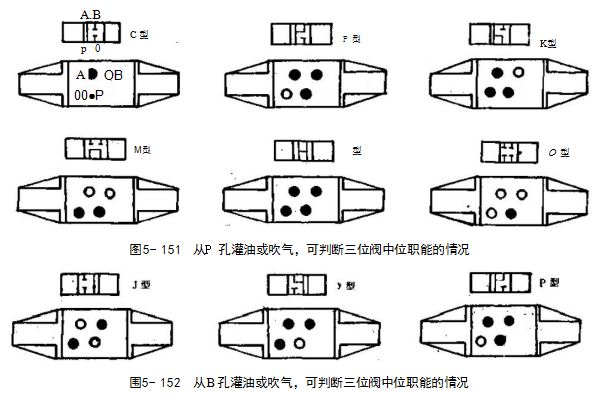
i) 吸一口烟(或用压缩空气)从P 孔吹入,或者从P 孔灌油,可根据阀底面其它油口有否烟气或油液 冒出,可决定是否为C、P、K、M、H、O 型等。例如从P 孔灌油,A 孔有油液冒出,则该阀中位机能为C 型(图5- 151)。
ji) 从 B 孔吹气或灌油,可决定是否为J 、Y 、P 型中位机能(图5 — 152)。
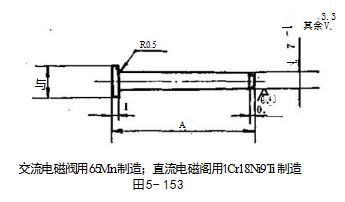
四、电磁阀的修理 (一)推杆
推杆需要修理的情况有二:一是表面划伤产生漏油;二是推杆长度不适当引起电磁铁通电时发叫和引起 换向不良等故障。需要更换和修理推杆时(广研型),可参阅图5--153和表5-7所示的尺寸和要求子以加 工更换。但需注意对不同的电磁铁生产厂家,长度尺寸A 有时需做适当的增减。
![]() 表 5 - 7 推杆长度尺寸表
表 5 - 7 推杆长度尺寸表
尺 件 号 寸 | A | 适用于产品型号(件/台) | 尺 件号寸 | A | 适用于产品型号(件/台) |
TD一 3310 | 41=8-2 | 22E—10B(1) 22E—10(1) | 32-0. | 22D—10B(1) 22D—10(1) | |
TD一 336 | -0.1 01-0.2 | 23E—10B(1) 23E—10(1) | 36-0.1 | 23D—10B(1) 23D--10(1) | |
TD— 332 |
51.5-8.2 | 24E—10B(1)25E—10B(1) 34E—10B(2)24E—10(1) 25E—10(1)34E—10(2) 35E—10B(2)35E—10(2) |
36.5-0.2 | 24D-10B(1)34D一10(2) 35D一10B(2)24D—10(1) 25D—10B(1)35D一10(2) 34D—10B(2)25D—10(1) | |
TD— 3312 | -0.1 48-0.2 | 22E₁—25B(1) 22E,—25(1) | 33-0.1 | 22D—25B(1) 22D—25(1) | |
TD一 338—! | 56.2二8 | 23E₁—25B(1) 23Ej—25(1) | 43=82 | 23n一25B(1) 23D—25(1) | |
TD— 334-1 |
55.5=8:1 | 24E₁—25B(1) 25E₁—25B(1) 24E,—25(1) 25Ei—25(1) 34E₁—25B(2) 35E₁—25B(2) 34E₁—25(2) 35E₁—25(2) |
41.6-0. |
24D—25B(1)34D—25B(2) 24D—25(1) 34D—25(2) 25D-25B(1)35D—25B(2) 24D—25(1)35D—25(2) | |
TD- 3318 | 59.5±0.1 | 24E—63B(1) | 40.5-0.1 | 22D—63B(1) 22D—63(1) | |
44.5-0.1 | 23D—63B(1) 23D—63(1) |
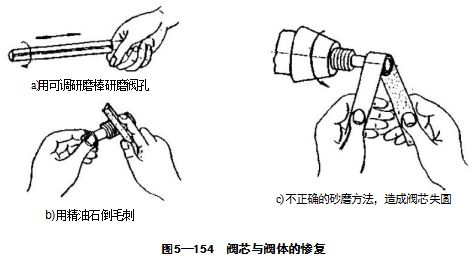
(二)陶芯和阀体(孔):
阀芯与阀体孔主要是磨损与拉伤,造成阀内泄漏增大和换向不良的故障。轻微磨损和拉毛时,可将阀芯 外圆与阀体孔按图5-154所示的方法经研磨抛光后仍可保证阀芯与阀体孔的配合间隙在0.01~0.02mm 以内,可继续再用。严重磨损或拉毛后,则可采取用研磨阀孔或用金刚石铰刀(详见§12—3)修复阀孔,再 刷镀或电镀阀芯外圆,重新装配,并保证合适的装配间隙。
![]() 需要更换阀芯时(广研型),可参阅表5—8或根据实物测绘进行加工复制。 表5 — 8 电班换向阀阀芯尺寸表
需要更换阀芯时(广研型),可参阅表5—8或根据实物测绘进行加工复制。 表5 — 8 电班换向阀阀芯尺寸表
简 图 | 适用产品型号 | A | 0 B | 0C | I₂ | L₃ | ||||||||
0.2
L₁ ±0- . L |
22D---10 22D-10B 22B 0 22E-10B | 012 | 19上0.10 | 27 ±0.10 | 19 ±0.10 | 1中士心1 | ||||||||
22D--25 22D) 258 22E-2 22E--25B | 91f | 必13 | 4 2土0 . 15 | 29.5 ±0.15 | 17-5 ±0.15 | 10上0.15 | ||||||||
22D…63 22D 63B | 020 | 31名 | 且12 | 5 3土 0 . 15 | 5.5 ±0.15 | 23.5 ±0.15 | 1 4 上 0 . 5 | |||||||
2RL
L₃ 0. L₁ ±0. L | 23D--10 23h--10E 23E--10 23E—10B | 它12 | 8女 | 50-0.1 |
二 | |||||||||
23D-25 23D-25B 2 3 E 一25 23E-25B | 口 ) 6 | 12.5 | 8 心 |
8 |
效 |
二 | 15 . 2 上 0 . 1 | |||||||
231-63 23D 63B | 玄20 | ] 心 | 心12 | 74t0 | 59.5±01 | 23.5 ±0.1 | 1 某 上 | |||||||
4处R1.8 | 24D-10 24D--10B 25D-10 25D—10B 34D-10 34D 一 10B 35D-10 35D-10B | 24E-10 24E ·10B 2 5 E 一 1 0 25E 一 10B 34E—10 34E 一 10B 35E-10 35E-10B | 日12 | ;心 | 70一0.1 |
路 |
品 | 1 0 士 0 1 | ||||||
|
|
L₃ L2 | ||||||||||||
24D-25 24D—25B 25D-25 25J)一25B 3 4 D 一 2 5 34D…258 35D-25 35D- ·253 | 24E-25 24E 25B 25E-25 25E—25 3 4 E 一 2 5 24E-25B 35E-25 35E 25H | 名16 | 210 |
导 | 12.5 ±0.1 | |||||||||
L | 24D-63 24D-63B 25D一63 25D—63B AD-63 3 4 D 一 6 3 B 35D-63 35D-63B | 24E-63 24E.-6t 25E-63 25E--63B 34E-63 34E--63B 35E-63 35E—63BB | Q20 | 6 1 白 | 心 1 2 | 011 |
8 |
器 | 1 5 士 0 . | |||||
L | ||||||||||||||
注;技术条件
1.0A 的圆度和圆柱度允差0.003mm; 2.热处理HRe45~50;
3. 滑阀台肩尺寸L~L5 长度尺寸公差为士0.10~士
0.15;
4,如工艺需要可在0B孔口倒60°锥角作为工艺基准;
5.图中点划细线为均压槽,用户可根据情况而定;一般 切5~8条,槽距3~5,槽深×槽宽0.5×0.5:
6.其 余
7. 材料:40Cr。
更换(或修复)后的阀芯表面粗糙度不低于 (与阀孔配合面),外周的圆度和圆柱度均为0.003mm 各段配合圆柱面(台阶)工艺保证同心。阀体内孔的表面粗糙度不低于义,圆度和圆柱度允差0.003mm:
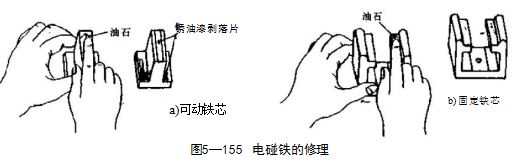
(三)电班铁的修复
电磁铁的修理主要是对可动铁芯与固定铁芯的去锈去污,可按图5—155所示的方法,用油石砂磨,并 擦干净,防止污物楔入,造成气隙过大引起电磁铁发叫和发热。
如果是电磁铁线圈烧坏,则应按线圈漆包线的线径和匝数重新绕制。
随便看看
- 2024-09-20神钢挖掘机SK330-6E故障代号
- 2024-09-25三一重工215-8C挖掘机故障代码
- 2024-11-2625YCY14-1B型美情服离套的加工工艺过程
- 2024-09-18基尔霍夫电流定律-电路基础知识
- 2024-11-08定压式涡轮增压的原理