
日本HR7A型加工中心的故障分析及排除
(一)简介
HR7A型加工中心是从日本进口的自动换刀数控卧式镗铣床,它是“机一电一液(气)”一体化的高度自动化的多工序机床。本机床的计算机采用FANUC-6MB系统,用直流伺服电机带动滚珠丝杆驱动X轴
(工作台)横向、Y轴方向(主轴箱上下)、Z轴方向(立柱纵向)的直线移动和B轴(回转工作台)的回转运动,还可根据订货增加W轴(附加回转台)的回转运动,以满足对工件加工的运动要求。直线定位精度为士0.02mm,重复精度为士0.003mm;工作台的分度精度±4sec,重复精度为±2sec。B轴采用专门供油的静压轴承供油系统;全机的润滑另设LW型齿轮泵供油系统集中给油润滑。
由丁国产加工中心机床,特别是镗铣类加工中心,计算机也多采用FANUC-6MB系统,液压部分的作用(回路)也大同小异,所以本书此处希望能通过对此机床液压故障的分析,使读者能做到举一反三,
本机液压系统采用日本DAIKIN(夕亻キン)油压机器公司生产的V38AlRX-80型轻型柱塞泵供油。通过液压控制回路的作用,实现下述作用:
①主轴箱液压配重平衡;
②刀库回转与自动换刀(ATC);
③回转工作台的夹紧松开
④主轴刀具的夹紧松开;
⑤主轴箱滑移齿轮的变速换档:
⑥可更换工作台托板(APC)的上升下降。
(二)液压系统的故障原因与排除
1.油箱泵源部分(图11-15)
1)泵输出流量不够,或不上油。
该系统采用日本DAIKIN公司的V38AIRX型压力补偿变量柱塞泵供油,输出流量为21~681/min,(斜盘倾斜角度为5.5~18°,电机转数1800rpm时),下述原因影响泵输出流量:
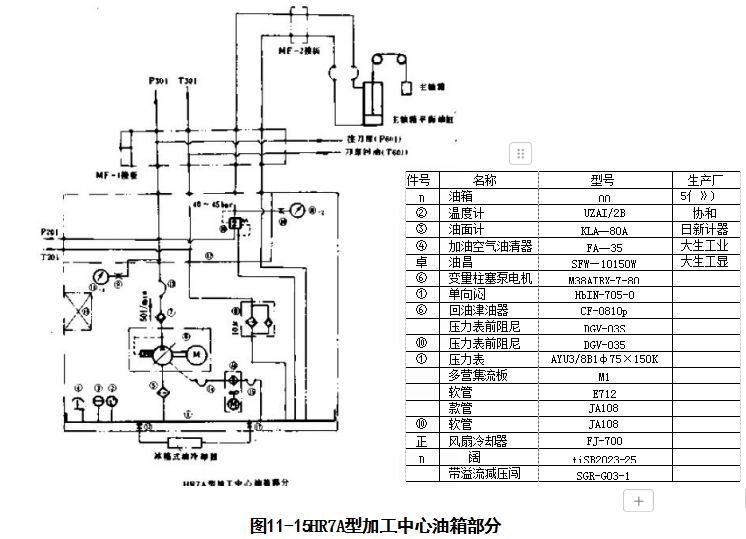
①油面低,可往油箱内补加ISOVG32(R80液压油)牌号的油至油面计③规定的高度;
②吸油滤油器⑤堵塞或吸油管堵塞,可予以清洗,或更换滤油器;
③从油泵泵盖及泵轴等密封处吸进空气,或者吸油管路松动而吸进空气;
④泵内部零件磨损,容积效率下降,此时可拆修泵⑥,修复或更换已磨损零件;
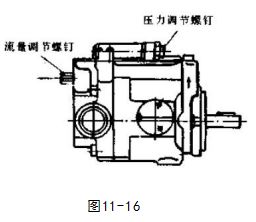
⑤调节不当,或流量调节螺钉因振动松脱可按图11-16对泵输出流量进行正确调节,右旋(正时针方向)调节螺钉,输出流量减少,左旋(反时针方向),输出流量增加。
2)泵输出压力不够
①压力调节螺钉调节不当:可按图11-16所示对压力调节螺钉进行调节,右旋时出口压力上升,左旋时出口压力下降;
②溢流减压阀故障:例如因污物卡住阀芯等,可参阅§5-2与§5-4的有关内容对故障进行分析与排除。
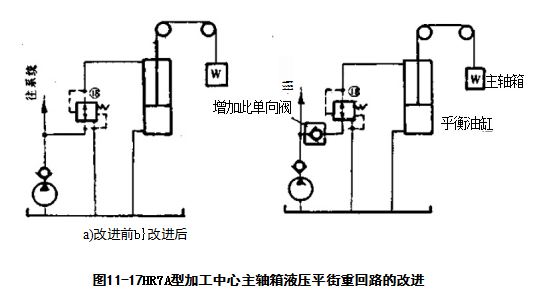
2.主轴箱液压平街部分:
这一部分的主要故障是主轴箱在停机时沿Y轴(上、下)方向自由下落,造成事故。产生原因和排除方法有:
①阀⑩的压力调节过低:可按调压手轮上标牌所示方向适当调高阀⑩的出口压力。
②液压平衡油缸因密封破损,造成内泄漏导致液压平衡力下降,可更换密封。
③停机或停电时,油泵⑥不再提供压力油。当系统其它部位(例如往刀库方向)存在泄漏时,导致平衡油缸上腔压力下降而液压平衡力不够,造成主轴箱因重力下落,可按图11—17所示增加一单向阀保压。
3,刀库回转与自动换刀部分(图11—18)
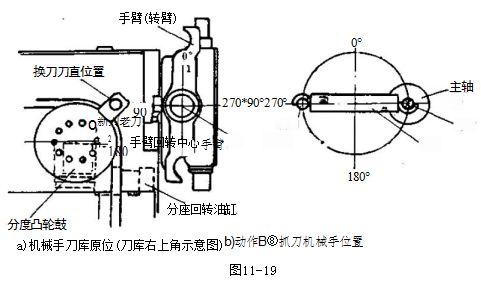
刀库的回转是由可正反转油马达带动减速齿轮副,再通过链轮机构带动刀库正反方向回转,用筒形凸轮进行分度定位(图11-19),按程序(存贮随机的刀具选择方式)将要更换的刀具(刀盒)号送入换刀位置(刀库右上角),转盘式结构的刀库可容刀具60把,平均每把重130N。换刀机械手可自动地从刀度换刀位置
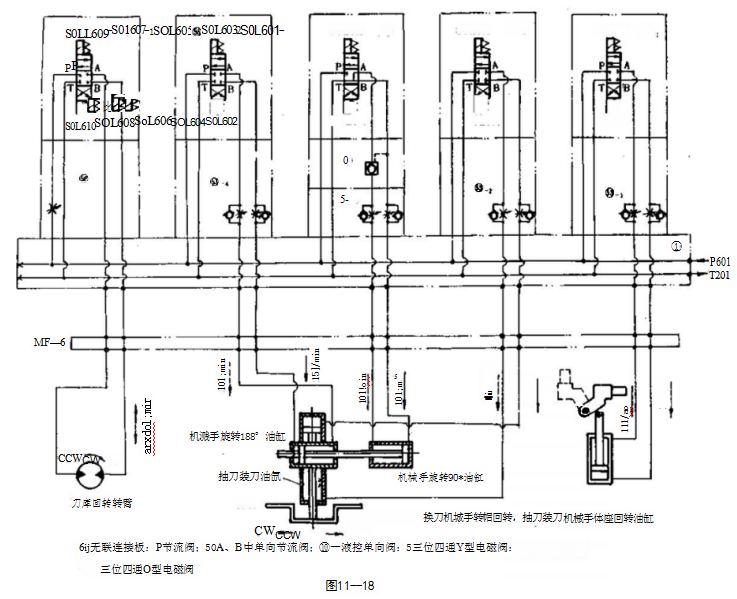
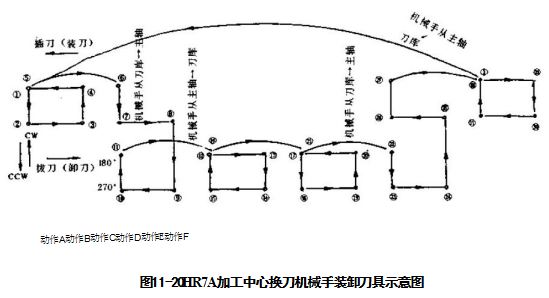
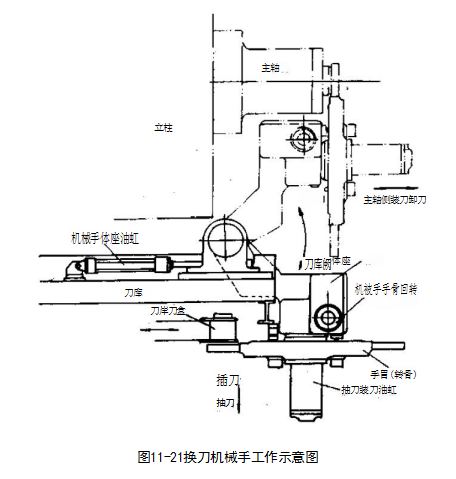
取出所需刀具(新刀)装到主轴上,又从主轴上取下用完的刀具(老刀)送回刀库,整个自动换刀过程由机械手体座油缸(实现抓刀机械手从刀库到主轴之间的运动)、抽刀装刀油缸(从刀库或主轴上抽卸刀具和装插刀具)和机械手抓刀于臂的旋转油缸(180°旋转与90°旋转油缸各一个)共同完成。图11-20为其动作循环图,实现表11-3所述动作。这一部分的故障和排除方法有:
1)刀库不回转,或只能正转,或只能反转
①电磁铁S0L609或SOL610未能通电,可从电磁铁上的红色发光二极管确认,发光时为电路通,否则不通。两个电磁铁都不能电时,则刀库不能回转;只有一个通电时,则只能正转或反转(SOL609能通时只能正转)。此时可检查电路故障并予以排除。
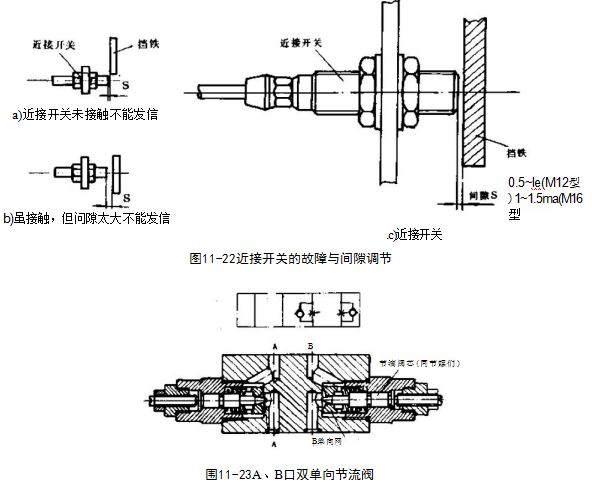
②近接开关PRS608或PRS609未能到位接触挡块,或虽接触挡块但二者之间的间隙太大,因而不能发出正反转信号,可按图11-22c)调节出正确间隙。
③P口节流阀②开度调得过小,或节流开口被污物堵塞,可适当拧松节流螺钉并清洗。
④三位四通O型电磁换向阀0-4卡死:卡死在中位时,无正反转,卡死在一端时,无正转或反转,此时应消除卡阀现象。
2)刀库回转速度明显变慢
①刀库回转油马达因内部零件磨损,内泄漏增大,可拆修油马达。
②P口节流阀2开度调得过小或节流开口被污物堵塞。
3)机械手体座不回转。即不能从刀库侧转到主轴侧,或者不能从主轴侧转到刀库侧。
①近接开关PRS610或PRS611未能接触好发信。
②电磁铁S0L601未能通电,机械手体座不能由主轴侧转到刀库侧。
③电磁铁SOL602未能通电,械械手体座不能由刀库测转到主轴侧去。
④A、B口单向节流阀3-1节流开度调得过小,甚至关闭(图11-23)。此时应调大节流阀开度。
4)机械手换刀动作不正常
①不能抽(卸)刀或插(装)刀
a)电磁铁SOL603或604未能通电。
b)近接开关PRS605或PRS606未能接触发讯。
c)三位四通电磁换向阀⑩-2之阀芯卡死在中位或一端位置。
d)A、B口节流阀0-₂开度调得过小甚至关闭,或因污物堵塞节流口。
e)抽刀插刀油缸密封破损,造成油缸两腔串腔而活寒不能动作(或动作很慢)。表11-3刀库动作循环表
动作 | 机械手体座位置 | 近接开关PRSNO | 电磁铁SOLNO | |||||||||||||
刀库侧 | 主轴侧 | 60 | 602 | 603 | 604 | 605 | 606 | 601 | 602 | 603 | 604 | 605 | 606 | 607 | 608 | |
1手臂原位 | 0° | 0 | 0 | |||||||||||||
2抓新刀(刀库上) | 0+90CCW | 0 | 0 | |||||||||||||
3拔出新刀 | 90 | 0 | 0 | |||||||||||||
4手臂夹持新刀回到原位 | 90*-0℃W | 0 | 0 | |||||||||||||
5手臂缩回 | 0° | 0 | 0 | |||||||||||||
6同上 | 0° | 0 | 0 | |||||||||||||
7抓住主轴上原(老)刀具 | 0→90CCw | 0 | 0 | |||||||||||||
8拔出主轴刀具 | 90° | 0 | 0 | |||||||||||||
9新老刀具旋转换位 | 90°→270°CCW | 0 | 0 | |||||||||||||
10将新力具装入主轴 | 270° | 0 | 0 | |||||||||||||
11夹持老刀转回刀库侧 | 270°→180°℃W | 0 | 0 | |||||||||||||
12同上 | 180° | 0 | 0 | |||||||||||||
13手臂(夹持老刀)伸出 | 180° | 0 | 0 | |||||||||||||
14手臂回转到换刀刀盒位量 | 180°→270CCW | 0 | 0 | |||||||||||||
15将老力插入刀盒内 | 270° | 0 | 0 | |||||||||||||
16手臂旋至原位 | 270°→180℃W | 0 | 0 | |||||||||||||
17同上 | 180 | 0 | 0 | |||||||||||||
18手臂回转进人换刀刀盒位 | 180°→270°CCW | 0 | 0 | |||||||||||||
19将新刀抽出刀库刀盒 | 270° | 0 | 0 | |||||||||||||
20夹持另一新刀转回原位 | 270→180℃W | 0 | 0 | |||||||||||||
21手青收回 | 180° | 0 | 0 | |||||||||||||
22同上 | 180° | 0 | 0 | |||||||||||||
23抓住主轴上刀具 | 180°→270CCW | 0 | 0 | |||||||||||||
24拨出主轴上刀真 | 270° | 0 | 0 | |||||||||||||
25再一次新老刀具旋转换位 | 270°→90CW | 0 | 0 | |||||||||||||
26装刀人主轴 | 90° | 0 | 0 | |||||||||||||
27手臂夹持老刀转回刀库侧 | 90°→0CW | 0 | 0 | |||||||||||||
28同上 | 0° | 0 | 0 | |||||||||||||
29手臂伸出 | C° | 0 | ||||||||||||||
30夹持老刀转至换刀刀盒 | 0°→90℃CW | 0 | 0 | |||||||||||||
31老刀插入刀盒内 | 90° | 0 | 0 | |||||||||||||
1手营转回原位 | 90°→0Cw | 0 | 0 | |||||||||||||
②机械手不回转
a)电磁铁SOL605或SOL606未能通电。
b)电磁铁SOL607或SOL608未能通电。
c)三位四通电磁换向阀⑤卡死在中位或一端位置。
d)三位四通电磁换向阀0_,卡死在中位或一端位置。
e)近接开关PRS601~PRS604有未接触可靠而不能发信者,造成机械手不回转或动作不正常,即有些动作转动,有些动作不转动。
f)驱动机械手回转的90°转角油缸或180°转角油缸因密封破损内泄漏大,造成两腔串腔。g)A、B口单向节流阀60-3或③-4节流开度调得过小甚至关死,或者节流口被污物堵塞。
③回转开始时有冲击
a)A、B口单向节流阀函-或3-4开度调得过大,或其单向阀密合端面不密合。
b)手臂回转两油缸内进了空气。
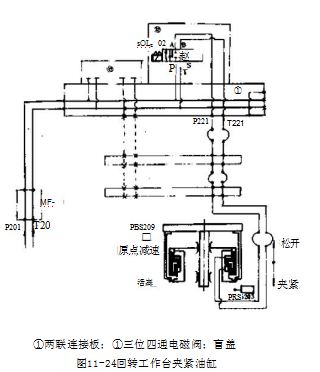
4.工作台(B轴)夹紧部分(图11-24)
1)工作台不能夹紧
①电磁铁SOL202未能通电。
②近接开关PRS203未能可靠接触发信。
③工作夹紧油缸活塞卡住在松开位置,或油缸密封破损,造成油缸两腔串腔。
2)工作台夹紧后不能松开
①电磁铁SOL201未能通电。
②近接开关PRS209未能可靠接触发信。
③油缸活塞卡死在夹繁位置或油缸两腔串腔。
5.主轴的刀具夹紧与松开部分(图11-24)
1)夹紧的刀具不能松开
①电磁铁SOL305未能通电。
②主轴刀具夹紧油缸(装在主轴尾端)密封破损,内泄漏大,油压力推动活塞运动时,活塞不能压缩装在主轴内的碟形弹簧,使刀具松开。
③近接开关PRS306未能可靠接触发信。
2)刀具不能夹紧
①电磁铁SOL305未能断电。
②主轴刀其夹紧油缸卡死在背主轴方向位置。
③近接开关PRS305未能可靠接触发信。6.主轴箱滑移齿轮换档部分(围11-25)这一部分产生的故障主要是不能正确换
档,或者换档不到位,产生原因和排除办法是:
①电磁铁SOL301通电,换档为中位,SOL302通电时,为低速。SOL303通电时,为高速。如果这些电磁铁未能通电,则不能正确换档,出现故障时,应检查这些电磁铁的通断电状况并检查电路情况予以排除。
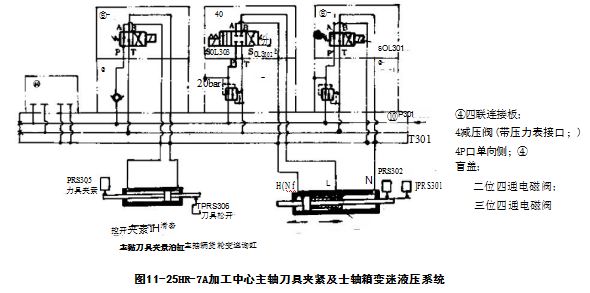
②近接开关PRS301或PRS302未能可靠接触发信,高速档时,PRS301应接触发信;低速档时,PRS302应接触发信。
③减压阀②-1或④-2出口压力调节过低,或者因污物卡住等原因使出口压力过低.使进入换档油缸的压力不能推动油缸动作,可适当调高减压阀的出口压力,并排除其故障:④油缸滑套卡住不能灵活运动,或者油缸活塞及活塞杆别劲
不能运动,可酌情排除。
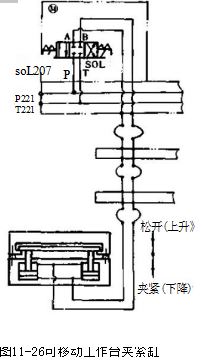
7.更换工作台部分(APC)
为了提高生产率实现批量生产的需要,该加工中心可另配备五个可移动更换的工作台,在机床工作台加工工件的同时,预先将待加工的零件先装在可更换工作台上,待一个工件加工完后,利用机械装置将其推到机床上去,并且将已加工的工件(连同工作台)换下来,可移动工作台托板的夹紧与松开也是采用油缸夹紧与松开(图11-26),其故障与排除方法同前述的(四),只不过电磁铁为SOL207与SOL208,近接开关为PRS206与PRS207,可参照进行处置。
随便看看
- 2024-09-12清理驾驶座椅周围-挖掘机安全使用维护手册
- 2024-11-27我国液压技术简介
- 2024-09-14电装品的操作-挖掘机驾驶操作篇
- 2024-09-25三一重工215-8C挖掘机故障代码
- 2024-09-25电阻式传感器