
J1125A型压铸机故障分析与排除
(一)简介
J1125A型压铸机可压铸锌、铝、铜等有色金属及其合金为材
图11-26可移动工作台夹紧缸料的形状复杂的各种薄壁形中型铸件;压铸效率高,铸件质量好,是一种少无切屑工艺设备;该机采用电液联合控制,可单动和实现半自动工作循环。
该机床液压系统较复杂,又是在较恶劣的工作条件(高温、粉尘多)下使用,容易出现各种故障,而排除故障有一定难度。笔者接触多台这种机床,因出现故障造成该机很长时间停机,仍至不得不封存,不能有效发挥机床效益的情况。
(二)液压系统的工作原理及工艺参数调节元件韵功用
弄清液压系统原理是排除故障的先决条件,图11-27为该机液压系统工作原理图。
1.泵源部分
油泵1提供压力油源,油泵1的起动和停止分别用按下电器接钮3QA与1TA实现(电气原理图见机床使用说明书,本书省略)。泵压调节是通过调节溢流阀9来实现。1DF通电和推入卸荷阀10手柄,系统升压;反之系统卸荷。
2.合模部分
合模部分的工作循环,控制元件状态及油路工作情况见表11-4及图11-27所示。
合模力的大小调整是通过调节减压阀25的手柄旋进旋出程度以控制减压阀25出口压力的大小来实现的。
合模速度的调整是通过拧紧或拧松单向节流阀1/32与2/32的调节螺钉,以控制合模缸回油流量的大小来实现的。
快慢合模及开模行程的调节是通过调节机床后边行程撞块的位置,压下或松开电气行程开关来接通或断开有关控制电路从而控制相应电磁阀的通断和换向来实现的。

压射部分的工作循环,控制元件状态及油路工作情况如表11-4所示。
压射时增压力的大小是调节卸压阀15以改变背压大小来实现的:(图11-27)拧入阀15的调节螺钉,增压缸02中腔的背压增高,增压力减少;反之则压射时增压力加大。
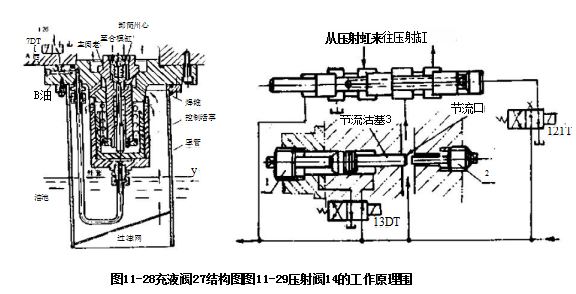
压射速度的调整(见图11-29)是通过调节压射阀14的调节螺钉1与2实现的。
4.顶出部分
顶出部分用以顶出工件用,只有顶出与退回两个动作。电磁铁14DT通电,顶出缸、顶出,14DT断电,顶出缸活塞退回。
5.其它部分
升降阀用于控制整个压射缸05与增压缸02的机架上升或下降用。蓄压罐(蓄能器)05平时积蓄能量用以快速压射时补充能量之用。
(三)故障分析与排除
J1125A型压铸机的故障分析与排除见表11-5所示。
表11--4.J1125B型压铸机动作循环表
动作名称 |
号来源 | 操作控制元件的工作状态 | 油路情况 |
备注 | |||||||||||||||||||
电磁铁 | 液压元件 |
上油路 |
腔制路 | ||||||||||||||||||||
中 | 4DT | 心C | 001 | 7DT | 8DT | 阀 |
阅 2 | 阀 |
阀 |
阀
9 |
阀 6 2 |
阅27 |
阀
28 |
阀28 |
阀 2 26 | ||||||||
快合模 | 旋转中停按钮4A 按下合模按钮8A |
十 |
十 |
十 |
十 |
左 |
上 |
右 |
右 |
杠 |
右 |
左 |
开 |
十 |
中 | 进泊a:③ |
|
b:④来一i9右端
a:f8(2)左端→右→06油池 b:19左端→23+17→油池 | 增压活窜的在移动 桂塞断样寒向右运动 | ||||
b:油池→D→27→→
| |||||||||||||||||||||||
慢合模 | 挡块压下行程开关2K |
十 |
十 |
十 |
左 |
上 |
右 |
右 |
中 |
中 |
回油:无 | 进油: a:同上ab:无 c:同Ec网油: a:同上ab:无 | |||||||||||
允慎 | 1SJ延时发讯→ |
十 |
十 |
十 |
十 |
十 |
左 |
上 |
左 |
左 |
右 |
b:同“快合摸“bc:无
b:同“快合模”b. | |||||||||||
增压 | 2SJ延时发讯 |
十 |
+ |
十 |
十 |
十 |
左 |
上 |
左 |
左 |
左 |
| |||||||||||
开模 |
十 |
十 |
十 |
左 |
上 |
右 |
存 |
左 |
左 |
左 |
开 |
关 |
关 |
中
中 |
池 :C→40→27→1→油池 | 进油 :同“快合模”ab:同上b :同“快合模”c回油: :同“快合模”ab:同上b | |||||||
复位 | i | 下 | 中 | 中 | 中 | 中 | 5 | 左 | 关 | 泵1+10→油池。卸存 | |||||||||||||
动作名称 |
号来源 | 操作控制元件的工作状态 | 油路情况 |
备汴 | |||||||||||||
电迸铁 | 液压元件 |
主油路 |
制油路 | ||||||||||||||
12DT | 13DT | 阀4 | 阀2 | 阀 3 14 | 阀 4 14 | 阀05 | 阀21 | ||||||||||
慢压射 | 按下压射按钮12A |
十 |
右 |
右 |
左 |
左 |
关 |
开 |
回油 03左→3→滑管[E |
4 4左*油池 | 进油
|
| 油池油池 | ||||
快压射 | 5ST延时闭合发讯 |
十 |
十 |
右 |
左 |
右 |
左 |
闭 |
开 | 进 后同上 回 | 进油:
行端 | 回油:同上 端油地: | |||||
增压 | 十 | 十 | 右 | 左 | 右 | 左 | 开 | 关 | 同上 [03的活塞及压射头进入模具后,负载增大即03江右腔生力增大,同21此时因进出油口压差(出油乐力>进油压力)增大而关闭缸02继续前进给左腔加压,压力传给压射缸03右腔实现增压,调节阀15可决定增压力的大小。 | 同上 | |||||||
压程 | 按下压射回程按钮 | 左 | 右 | 左 | 石 | 开 | 开 |
+02中腔 |
左端c:阀21控制油从来,顶杆左移 顶开单向阅芯.21打开 | a:阀4两端部进力油 | 压射缸03活塞向 移动退同 乱02活容向 右移动退回. | ||||||
的芯淡面积>左
| |||||||||||||||||
回油 a:03右腔→21r→滑管I- | 油池 | ||||||||||||||||
| |||||||||||||||||
故障现象 | 故障产生原因 | 故障排除方法 |
(一)系统无压力 | 1.油泵1驱动电机方向不对,泵1无油液输出 2.溢流阀9阀芯卡死在开阀位量,泵输出油液“短路”回到油箱,无油液进入系统: 3.溢流阀9因其它原因造成的压力上不去故障; 4.卸荷阀10手柄未推入到升压位置; 5.电磁铁1DT因电路故障未能通电, | 1.互换一对电源进线,使油泵1电机转向正确 2.排除阀9卡阀故障; 3.溢流阀9压力上去原因很多,可参阅§5-2有关溢流阀压力上不去有关部分; 4.将卸荷阀10的手柄推入到升压位置5.检查电器故障。 |
)11)系統统不卸荷 | 1.工作过程中、贮压罐电接点压力表触点未能接 通电路,常闭电触点不能断开,IDT不能断电,使卸荷阀10不卸荷: 2.对采用电磁溢流阀的压铸机(改型)则可能是 两位两通电磁阀弹簧不能使阀芯复位(1DT断电时),或者主溢流阀阀芯卡死在关闭位置。 | 1.修理或更换贮压罐电接点压力表开关险查有关 电路故障,并子以排除; 2.检查电磁溢流阀的二位二通电磁阀,断电后不能复位的原因,子以排除。对主溢流阀阀芯卡死在关闭位量,可拆开清洗,使之灵活滑动, |
)三)噪声大,振动 | 1,油泵1(Y2B-B74型叶片泵)噪声大 ①油泵与电机安装不同心,或联轴节松动; ②油泵经长年使用,内部零件如定子,叶片等拉伤磨损; ③泵吸油口密封不严进气,或因XU-B200X100型进油滤油器被污物堵塞。 2.溢流阀9噪声大 ①泵吸进的空气,滞留在溢流阀的先导阀前腔内; ②主阀芯上阻尼孔被污物堵塞; ③先导阀与阀座配合拉伤,不密合; ④先导调压弹簧歪斜变形或装错; ⑤阀9与贮压罐安全阀共振。 3.合模缸内进了空气。 | 1.消除油泵噪声 ①电机与油泵安装同心度应在0.1mm以内; ②拆修叶片泵,采取修磨、研磨等方法修复有关零件,定子磨损可翻转180°,补做销孔再用: ③清洗滤油器,检查进气位置,并排除进气。 2.消除溢流阀9的噪声 ①加强密封,排气; ②用中1mm的钢丝穿通主阀芯阻尼孔,并清洗; ③研配针阀与阀座配合面,使之密合。 ④更换成合格弹簧; ⑤适当调高贮压罐安全阀的压力,适当调低溢流阀9的压力,避免共振 3.打开合模缸上放气塞,开机排气,先是一股烟雾置出,一直到流出一股清亮油为止,再拧紧放气塞。 |
(-)合模紅31不合模 | 1.油泵因转向错误,不上油,或因油泵故障如叶 片卡死等输出流量不够 2.中停阀11故障《电磁阀1/11与二位通液动阀 2/11) ①由磁阀1/12卡死,弹簧不能使阀芯复位; ②阀2/11阀芯卡死在关闭油路的位置。 3.溢流阀9的故障,系统压力上不去,压力很低 推不动合模缸31的柱塞前进; 4.电器故障 因电路断线或修理后接线错误,使中间继电器4J不动作,电磁铁4DJ.6DT不吸合,从而使电液换向阀18和19不能换向到处于合模时的工作位置 5.电液阀18或19故障: ①先导电磁阀1/18与1/19故障:如阀芯卡 死,修理时换上的先导电磁阀不为Y型,或者虽然为Y型但拆修时阀芯装错一头,控制油的流向使乱了套。导致主换向阀乱套而合模缸不合模(有可能后退): ②主高态卡死在非合模位置上,此时虽有控制油(来自先导阀1/18或1/19),但控制油不能推动卡死的阀芯; ③先等阀1/18或1719的对中弹簧折断或装错,主换向阀2/18或2/19的对中弹簧折断或装错,修理时漏装了某一洋簧 6.单向节流阀1/32与2/32调节不当,使其中之 一关死造成油路不道,使合棋缸的进油或者回油不通,而无快合模; | 1.排除油泵1不上油,或输出油液很少的故障; 2.排除中停阀11故障:松开中停阀出油管接头 观察有否油液流出,若无油液流出或流出的油液手感无压力则 ①清除陶芯毛刺或清洗,使阀1/11与阀2/11阀芯能灵活移动 ②检查因其它原因产生的卡阀现象,并子以排除 3.排除因溢流阀9产生的压力上不去的故障,方法同上一:(一).3; 4.排除电器故障 检查中间继电器4J、电磁铁4DT与6DT不 能动作(吸合)的原因,接线错了的更正,断线者接上,焊接线不牢的置新焊牢。 5、排除电液阀18或19不换向的故障; ①拆修先导电磁阀1/18与1/i9,去毛刺并清 洗污物,使其换向灵活:更换的先导阀应为Y型;拆修过的先导阀的阀芯不要装错二头,往主商上装时,油口要对正; ②排除因污物,毛刺及配合间隙太小产生的卡阀现象 ③更换合格弹簧,漏装的要补装。
6.适当控入单向节流阀调节螺钉,阀芯有卡死现象时(卡在关闭位置),要查明卡阀原因,采取清洗,去毛刺,研配阀芯与商孔的方法子以排除 |
故障现象 | 故障产生原因 | 故障排除方法 |
31不合模)一(合摸江 | 7.合模虹31故障或合模增压缸29故障: ①当合摸缸31导用的柱塞外圆严重拉毛,或活塞前端密封压得过紧造成摩擦力很大 压力油推不动合模缸 ②合模增压缸的活塞密封严重破损,造成缸 低高压腔事腔,原来开模的合不上模,原来合上模的打不并。 | 7.排除合模缸或合模增压缸29的故障: ①柱塞严重拉毛者,要拆下修复,修复难度较天,实践证明,用补银焊的方法可行,密封 摩擦力大者要检查密封是否压得太紧,造成摩接力过大: ②合模增压缸活塞密封破损者、子以更换。 |
三快
快模合 | 1.单向节流阀1/32与2/32的阀芯卡死在大开度 位置上,或者节流调节螺钉拧人过头,使单向节流阀不节流。而无慢合模; 2.电液阀19因电路原因或卡死在快合摸位置不能回到中位 3.电路故障 行程开关2K未被压下,或因其它原因未能发讯,使中间继电器6J未能吸合,电磁铁6DT不能断电 | 1.适当拧松单向节流阀的调节螺钉,检查节流阀芯(1/32)是否卡死: 2.检查是复位弹簧折断还是漏装等原因造成不复位,(参阅本表二、(一)5;根据情况一一排除 3.从机床后方检查行程开关2K是否因撞块松脱未压下,检查6DT不能吸合,造成6DT不能断电的原因,—---排除。 |
三)快合摸速度慢 | 1、单向节流阀1/32与2/32调节不当,或卡死在小开度位置上(指阀芯); 2.液压泵严重漏损,输出流量不够;3.严董内泄漏或外泄漏有多处; 4.电磁换向阀1/26卡死在通电位置,充液阀27补油慢 | 1.适当拧入单向节流阀的调节螺钉检查节流阀芯是否卡死在小开度位置,如果是则拆开清洗: 2.排除叶片泵输出流量不够的故障; 3.捡查内泄漏与外泄漏的位置,一般要拆开一些阀的回油管检查,发现部位,酌情处理; 4.拆修电磁换向阀1/26,排除卡死现象。 |
合模变开模 (四)开模变合模 | 此故障一般出现在大修后,当按下合模按钮,合模缸做开模动作,反之按下开模按钮,却作合模动作。 其原因有: 1.修理时因电路接线错误,电磁铁6DT与8DT接线互相错接; 2.电流阀19主阀芯在拆修后,方向错装,调了一头。 |
1.将电磁铁6DT与8DT接线对调、使接线正确 2.拆下电液阀19主阀,先用灌油或吹气法检查中位职能(P型)是否正确,错了的卸开一端监 抽出阀芯,调头装对。 |
(五》合模后增压时压力上升很慢甚至不上升 | 1.电器故障或电器调节不当: ①时间继电器1SJ,2SJ,3SJ调的时间太长。 ②中间继电器7J、5J、8J不灵敏 ③合模缸上的电接点压力表下触点接触不良未能发讯,灵敏继电器4LJ未能复位。 ④电磁铁6DT不能断电,电磁铁8DT未吸 合; 2.充液阀27的故障(图11—28) 快合模时,合模缸内形成一定的真空度,大气压力将油箱内油液通过液控单向阀27压入合模缸 内补液(此时阀1/26的电磁铁7DT断电)。当因 某种原因,合模缸内真空度不够时,补液便不充 分,即缸内尚有空气存在,虽经充填,空气还是存在。增压时,随着压力的增高,空气被压缩,要吸收很多能量,所以会导致增压慢的故障,此时还伴随振动和噪声,具体原因有: ①因A面、B面的0形密封图因破损或接合 面划伤,不平及表面粗糙度差等原因,或者贴合面的压紧螺钉(圆周分布各12个)未 均匀压紧,快合模时因缸内为负压,空气从A面、B面进入合模缸内 ②罩管裸露在大气的空间部分,因焊缝质量不好空气从焊缝伤口进入; ③主阀芯与阀座锥面不密合,增压时,合模缸内油液从锥面泄漏。 | 1.排除电路与电器故障: ①适当调短1SJ、2SJ、3SJ的延时时间; ②使7J、53、8J能迅速可靠接通,选用合格的中间继电器 ③修复或更换电接点压力表,使其能可靠地发出电讯号; ④检查6DT不断电,8DT不吸合的原因,并于以排除: 2.排除充液阀故障《图11-28)
①更换A面及B面的0形圈,并检查密封沟 措面有否拉伤,接合面联接螺钉是否对角拧紧,如果不良修复0形围沟槽,均匀拧紧压紧螺钉,防止合模时空气乘虚从A面、B面而入,进入合模缸内: ②用探伤方法检查罩管所有焊缝,有缺陷者补焊焊缝; ③研磨主阀芯与阀座配合锥面,并用煤油对密封锥面作渗漏检查; |
故障现象 | 故障产生原因 | 故障排除方法 | |
力上升很慢甚至不上升 (五)合模后增压时压 | ④卸荷阀阀芯与主阀芯上的锥面不密合 ◎控制活塞因外圆配合不好,别劲,影响主阀芯和卸荷阀阀芯的关闭速度和关闭的可靠 性; ⑥弹簧扭斜别劲或者弹簧折断流液阀内的三只弹簧、卸荷阀弹簧容易断);使主阀芯移动不灵活,卸荷阀关不严 ⑦过滤网阻堵,快合模时吸进空气;3.合模缸本身不良: ①柱塞密封老化或因装配不良而破损,造成高低压串腔或者外漏; ②柱塞外圆柱面拉伤有较深轴向沟槽; ③柱塞内圆拄表面拉伤,造成密封也破损,导致高低压腔串腔。 | ④研磨卸荷阀阀芯与主阀芯上相配锥面,并用煤油对密封锥面作渗漏检查: ⑤拆修控制活塞,并注意装配质量、使控制活塞运动自如: ⑥更换合格的弹簧,并适当更改卸荷阀弹簧参数,适当降低其弹簧刚度 ⑦清洗过滤网。3.修理合模缸 ①密封破损者,应子以更换; ②柱塞表面拉有较深轴向沟槽时,去油后银焊焊补; ③柱塞内圆柱表面拉伤,用珩磨内孔修复。 | |
二含漢部分 |
(六)增压后绥慢或急剧泄压 | 压力油进入增压缸后腔a和柱塞缸后腔d进行 增压,当压力达到合模力规定的压力(用减压阀25调节大小)值后,由电接点压力表开关发讯即可进行后续的压射动作。 增压后,已发出压射信号,而合模增压后压力如果急剧下降,轻者影响铸件质量,重者、灼热的铸料从模具接缝飞出,造成人身事故。 增压后急剧泄压的原因是: 1.充液阀27密合不良(参阅图11—2B): ①同上(五)2.③; ②同上(五)2.④; ③主阀芯卡死(别劲)在打开位置上 ④卸荷阀阀芯卡死在打开位置上; ⑤控制活塞卡死在上抬位置上,或向下移动不灵活 2、电磁换向阀1/26未通电吸合,使充液阀27不3.与c(参阅图11-27)相连接的油管、接 头松脱或破裂严重漏油(如放气塞)。或接头密封损坏或冲走 4.因柱塞滑动面间的密封圈破损,导致c腔与d腔.互通泄压,压力无法保持不降。 |
1.排除充液阀27密合不良的故障 ①同上(五)2.③; ②同上(五)2.④; ③拆下充液阀,倒毛刺,修磨拉毛部位,并清洗,使主阀芯能在充液阀内灵活移动; ④同上(五)2.④; ⑤拆开充液阀,去毛刺清洗,使其上向移动自如。 2.检查阀1/26未能通电吸合的原因,逐一排除。 3.拧紧管接头,换上新的管接头密封(0形围)管子破裂者,当然必须更换(这种情况极少见到) 4.更换柱塞滑动面间的密封,并注意装配质量,在更换密封前,先可这样确认的确是密封损坏:即拆下机床后面阀安装板上的回油管,增压时,此口不应回油,如果拆开发现大量有压力油,可断定密封围破裂。 |
压射部分 |
(一)只有慢压射无快压射 |
压射速度的调整是通过调节压射阀14(图11—29)的节流活塞3的行程大小,使节流口的通流面积得以改变实现的、左侧调节螺钉1用于调节快压射速度,旋进(向右)则快压射速度变慢,反之 则变快:右侧的调节螺钉2用于调节慢压射速度与压射回程速度用,旋进(向左)则漫压射速度变 快,反之则变慢 12DT通电作慢压射,12DT与13DT同时通电 则作快压射,产生本故障的原因是:1.压射阀调节不当或有故障: ①调节螺钉1拧入(往右)过量: ②节流活塞3卡死在右端节流位置(右端)。 2.电磁阀2/14的电磁铁因断线或接线错误,不能吸合; 3.晶体管延时继电器5SJ时间调得太长,使慢压射行程占掉了全部压射行程(时间)。 |
1.正确调节压射阀,排除压射阀故障: ①适当拧松调节螺钉1(图11-29); ②拆开清洗,使节流活塞3能在阀体内灵活移动 2.检查电磁铁13DT不能吸合的原因,并于以排除: 3.适当调短时间继电器5SJ的时间,保证慢压射行程后,还有一段属于快压射的行程(时间) |
故障现象 | 故 摩 产 生 原 因 | 故 障 排 除 方 法 |
)二)只有快压射:而无慢压射 | 1.压射阀节流活塞3因污物或配合不好卡死在大 开位置,13DT虽未通电,节流口也不关小;
2.压射阀右端定程调节螺钉2拧人(向左)过量, 不起节流作用,快慢压射速度不能区分; 3.延时继电器5SJ时间调得太短,或动作不灵数, 慢压射只一点点,就转入了快压射 | 1,拆开压射阀清洗,并适当研磨节流活塞孔,特 别是对新配的节流活塞,要注意因毛刺引起的 卡死现象; 2.适当调松(向右》调节螺钉2,使慢压射速度变 慢 ; 3.适当延长时间继电器5SJ的延时时间,并检查 动作不灵敏的原因,原机床时间继电器量程为 40秒的、宜改为8秒量程的为好,可避免低档 区域不灵敏的现象。 |
(三)压射时压力不够:压力调节失效 |
压射力大小的调整是借调节连通增压缸中腔的 卸压阀15,通过改变背压大小来实现的。 当旋进卸压阀15的调节螺钉时,增压缸中腔回 油背压增高,压射力减少,反之则增大,因此当下 述情况之一者,产生本故障。 1.阀15的阀芯卡死在关闭位置时,背压增高,压 射力不够,且调节失效; 2.贮压缸或压射密封破摄,造成高低压油腔互通 泄 压 ; 3.贮压罐内氮气的充气压力不够或者泄漏部分氮 气, 内压力下降;贮压端是作为快速压射联 间需要大量压力油时,作为补液用的。工作时, 压力油不能放出过多,以免贮压蜡气体失去足 够的“气枕”作用,否则便起不到迅速补充压 力油的作用,为此贮压罐的压力油进出口装有 最低压力阀(贮压罐阀),以保证峨内压力不低 于规定值(本机床为8.5MPa),低于此值,贮 压罐补油关闭,因此,充气压力不够和最低压 力阀失灵时,均可导致补压不充分,从而导致 压射力不够。 |
1.拆开卸压阀15,清洗,去毛刺,使阀芯移动灵 活 2.更换密封,更换前要先查明原因,否则再换再 坏,此处密封装配时,要用导向工具引导密封 进行装配,否则容易装配时切破密封 3.贮压罐氮气压力低于5MPa时,要补充氮气至 7.5MPa以上,井注意充气后,充气孔要可靠密 封,拧紧螺塞。 |
(四)压射时无增压或增压速度很慢 |
高速快压射后,金属熔液充满模具型腔后,液压 力增高,于是卸压阀15打开,使液控单向阀2]左 右两腔建立压差而关闭,所以压射缸的压力增加。 为此当下述情况之-者,产生本故障。 1.当阀15的阀芯卡死在关闭位置时,无压差作 用,使得液控单向阀21的单向阀芯不能关闭, 而不能起增压作用: 2.阀21的顶杆卡死在顶开单向阀的位置,这样单 向阀总是打开,无法封闭增压缸左腔油液,实现 增 压 ; 3.阀21的单向阀芯卡死在开阀位量,或者单向阀 的阀芯与阀座锥面配合副之间有污物,使单向 阀打开以及锥面拉伤有直槽,前者无增压,后者 增压速度慢。 |
] . 同 上 1
2.拆开检查、顶杆卡死时,要查明原因,予以排 除 ; 3.拆开阀21清洗,并检查油液污染情况。单向阀 锥面拉毛时,可修磨锥面,保证锥面密合。 |
故障现象 | 故 障 产 生 原 因 | 故 障 排 除 方 法 |
后;快压射时有时无 (五)慢压射动作 | 慢压射动作开始后,时间继电器5SJ开始计时, 其常开触点延时闭合,接通13DT,作快压射动作。 ①当时间继电器5SJ常开触头有时闭合,有 时不闭合,产生本故障。另外,实践证明, 机床原装的时间继电器量程为40s,在0~ 10s区间为不灵敏区; ②电磁阀2/14的复位弹簧拆断或清装,往往 出现这一神奇故障。造成阀芯时而换向到 位,时而不到位; ③阀2/14与阀1/14的电磁铁13DT与12DT 未可靠装在阀体上,通断电时造成阀芯时 而到位,时而不到位。 |
①检查时间继电器5SJ,并排除其故障,可改 用量程为8s的时间继电器; ②补装合格弹簧,并检阀2/14的换向复位情 况 ③检查并排除13DT与12DT未能可靠通电 的原因,并将电磁铁可靠拧紧在阀上。 |
射回程 (六)无压 | 1.电磁铁12DT与13DT因电路故障不断电; 2.虽电磁铁断电,但复位弹簧漏装(特别是修理 后)或弹簧折断; 3.阀1/14与2/14阀芯卡死在电磁铁通电位置。 | 1.检查12DT与13DT不断电的原因,特别是发讯 元件的故障,并予以排除; 2.更换或补装复位弹簧; 3.清洗陶芯阀孔,使之运动灵活。 |
(一)无顶出 | 1.电磁铁14DT因接线错误,接头松脱或断线等 原因,不通电。或14DT与3DT接线互错; 2.电磁阀2/26型号不对,中位职能不是“Y”型。 或者在修理时,阀芯装错方向(调头) 3.顶出油缸活塞被缸盖孔卡住,其卡住原因有,缸 盖孔装配时碰变形,碰伤拉毛,缸盖安装与活塞 不同心等。 | 1.检查14DT不通电的原因,于以排除14DT与 3DT接线互错的,应对调将引线接对; 2.阀1/26应确检为“Y”型,阀芯装错方向者应 调头更正; 3.松开缸盖螺钉,检查缸盖孔是否失圆拉毛,进 行必要的修整、再正确装上缸盖。 |
(顶出活塞不退回) (二)无顶回 |
1. 电磁阀2/26卡死,不复中位; 2.电磁铁14DT不能断电 3.滑装复位弹簧或弹簧拆断。 |
1.拆修电磁阀2/26,使14D断电后能复中位; 2.检查14DT不能断电原因并子以排除; 3.补装或更换合格弹簧。 |
回:但时常误动作 有顶出顶 |
1. 电磁阀2/26严重内涌; 2. 电磁阀中位职能不对,非Y型; 3.电磁铁14DT接线端子接触不良。 |
1 . 应保证阀芯与阀孔配合间隙为0 . 008 0.015mmp 2.阀1/26应使用Y型三位四通电磁换向阀; 3.接牢靠14DT接线端子。 |
随便看看
- 2024-10-04电气控制系统的功能
- 2024-12-04轴向柱塞式油马达的故障排除与修理
- 2024-09-13单侧移动转向-挖掘机驾驶操作篇
- 2024-10-15液压机的蓄能器保压回路
- 2024-11-18柴油机的排放物