
液压零件磨损修复工艺化学镀镍
化学镀镍有很好的均镀能力,镀层厚度均匀。镀层是由磷和镍组成的合金层,含磷量约为4~12%,具有较高的硬度(可达HRC45),经热处理后,硬度还可提高,比电镀镍层的化学稳定性高,孔隙率少,抗腐蚀能力强,并具有光亮的外观。缺点是药品价格较高,沉积速度低(约0.01~0.03毫米/小时),而且镀液维护较困难。尽管这样,化学镀镍层有较优越的物理机械性能,而且能在许多非金属材料上沉积镀层,可以用来修复轻微磨损的液压件零件。
(一)化学镀镍液的配方
①典型的碱性镀镍液配方:氯化镍次亚磷酸钠(还原剂)柠檬酸钠氯化铵pH值温度
②典型的酸性镀镍液配方:
氯化镍羟基醋酸钠次亚磷酸钠pH值温度
(二)化学镀镍反应过程
①次亚磷酸钠与水作用,生成氢原子:NaH₂PO₂+H₂O→NaH₂PO₃+2H
②氢原子吸附在镀件表面上,使镍离子还原而沉积出镀层:Ni²++2H→Ni+2H+
同时,含磷的化合物与原子状态的氢反应还原后,磷进入镀层:H₃PO₃+3H→P+3H₂O
镀层中磷的含量,由溶液的酸度决定。酸度越大,可以用于还原磷的氢原子越多,镀层的含磷量也越高,反应中还产生氢气:
2H→H₂t
化学镀镍总的反应用下式表示为:
NiCl₂+2NaH₂PO₂+2H₂O→Ni+NaH₂PO₃+2HClNaH₂PO₂+H₂O→H₂+NaH₂PO₃30g/L;10g/L100g/L50g/L8~1088~95℃
30g/L50g/L10g/L4~688℃
可见在镀镍过程中有酸生成,所以溶液的酸度会在工作中升高,当pH=3时,镍的沉积便停止。因此生产中常加入缓冲剂(如醋酸钠等)。此外,还可用氨水提高pH值,使反应正常进行。
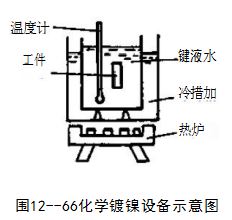
(三)化学披镍设备和工艺过程
1)设备(图12—66):包括镀前处理和镀后处理操作所需的设备,与其它电镀设备相似。镀敷设备方面,不需要电源,也不需阳极。为了保证镀液的稳定性,对加热和温度控制方面的设备要求严格些。
①镀槽采用工业耐酸搪瓷槽、陶瓷或玻璃容器。
②镀槽尺寸及形状随工件而定。一般选用0.8分米2/升便可。
2)化学镀镍的工艺过程
①抛光:为得到光亮的镀层,应对基体材料严格地进行抛光;
②除油:和其它镀种的方法相同,可采用有机溶剂除油、化学除油等;
③漫酸:目的是充分活化表面,以保证镀层结合强度。一般钢铁零件可采用1:1盐酸或浓盐酸在室温下(冬季可适当加温)酸蚀,时间为1~3分钟。然后用冷水冲干净后即可下槽施镀;
④化学镀镍
⑤镀后处理:化学镀镍层一般要经热处理,以提高镀层的抗磨性和耐腐蚀性。其方法是在250~400℃温度下保温1~2小时。热处理应在箱式电炉中进行,以便减少工件与空气的接触。
3)镀液的维护
①防止有害杂质(如铅、锌、锡、锰等)带入镀液而使镀液报废;
②镀液加温一定要均匀,局部过热和温度过高,都会引起镀液自然分解;
③镀槽每次使用后要清洗干净,槽壁不能残留镍层。否则将成为镀液自然分解的活性中心。
随便看看
- 2024-09-19两类约束的概念 -电路基础知识
- 2024-10-04电子元器件的分类
- 2024-11-27我国液压技术简介
- 2024-09-29煤粉用作柴油发动机燃料
- 2024-12-11液压油的合理选用