
SFJ-1型浆纱机液压系统的故障与排除
简介
SFJ-1型浆纱机是全液压浆纱机,1978年开始设计,1980年通过鉴定后经过改进而定型。该机液压传动系统包括两大部分:一是浆纱机边轴和织轴液压系统;二是车头和浆槽及其它部分液压系统。
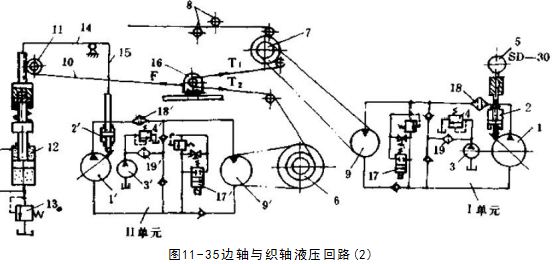
初期的浆纱机边轴与织轴液压回路如图11-34所示,车头和浆槽液压部分与其共用一双联叶片泵(YB100/100)供油系统。后改为边轴与织轴分别由图11-35所示的两个变量轴向柱塞泵一定量马达(Mr154)组成的两单元(1与
1)传动系统,而车头和浆槽等液压系统由单独的齿轮泵供油,下面说明SFJ-1型液压浆纱机的故障分析与排除。
(二)故障分析及排除
1.边轴与织轴液压传动系统(图11-35)
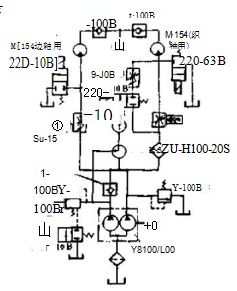
1)边轴送纱速度(车速)不稳定。图11-34边轴与织轴液压回路(1)
①因伺服电机5(控制轴向柱塞变量泵变量机构的摆
角)有故障,造成泵1输出流量不稳定,此时应检查伺服电机5(SD-30型)及控制它的电路的故障并予以排除。
②柱塞泵1本身的变最机构有毛病,或者泵内泄漏量大,压力波动大等原因,造成泵1输出流量不稳定,导致驱动边轴7的油马达9转速不稳定。出现这种情况可参阅§3-4所述内容予以排除。
③油马达9因内泄漏量大等原因造成转速不稳定,从而使边轴转速不稳定,影响曳引输送纱速度、可参阅84-3予以排除。
④精滤滤油器18因污物堵塞,造成输入油马达9的流量不稳定而影响边轴送纱速度,可清洗滤油器。
③闭式回路单元1管路有不稳定的外漏,影响驱动边轴回转的油马达9的转速,可观察何处漏油,采取措施,并通过辅助泵3向闭式回路内补油。
⑥送纱速度调得过低或负载不稳定,可适当调大泵10输出流量以增大送纱速度
2)织轴卷绕经纱的速度不稳定
①同上①~④。
②闭式回路单元I有外漏。
③杠杆14和拉杆15别劲,导致变量泵1’变量机构抖动或移动不灵活,从而使泵1’输出流量不稳定而影响驱动织轴的油马达9’的转速。
3)曳引辊8送纱速度和织轴6卷绕经纱的线速度不同步,并使经纱张力不均匀
①张力辊16移动不灵活,别劲,摩擦力大且不稳定,不能很快使给定张力F由张力油缸12通过齿轮齿条副11和链条10传到张力辊16上,与经纱的实际张力(T₁+T₂的合力)反馈平衡,来迅速改变油泵1’变量机构的摆角。因此,张力辊的加工安装精度要确保,防止移动不灵活等现象。
②齿轮齿条机构因磨损拉毛,或齿轮精度太差,导致杠杆14及拉杆15控制油泵1’变量机构有移动不灵活的现象,使泵l’的输出流量不稳定,可对研齿轮齿条机构,使反馈作用容易灵活实现。
③因溢流阀13压力波动大,掉压等原因,造成张力油缸12的压力变化大,使经纱张力不均匀,可参阅§5-7的有关内容进行排除。
4)织轴或边轴闭式系统发热
辅助泵3或3”使低压管路建立起一定的最低压力(由溢流阀4或4’调节),防止空气渗入和空穴现象
的出现,并不断把油箱中经过冷却的油送入闭式回路,一方面补充液压泵和液压马达中的漏油和管路漏油,另一方面也带走热量。
但当泵3或3’内泄漏大或选择太小时,以及变量柱塞泵1或1’温升发热厉害,油马达9或9'温升发
热厉害时,闭式系统发热。
一般辅助泵实际流量应为变量泵最大流量的10~15%,参阅§3-4与营3-5的方法减少柱塞泵和油马达的发热,便可消除闭式回路的发热故障。
5)织轴停机时停不住
主要是电磁阀17或17”卡死不复位,不能迅速实现停机时泵与马达的高低压腔互通而制动失效,可检查电磁阀故障(参阅§5-9)。
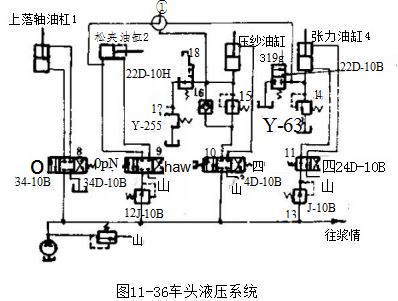
2.车头部分(图11-36)
车头部分和浆槽部分由一个齿轮泵供油,织轴的动作循环是“顶紧一上轴一压纱加压一(卷绕)一压纱去压一落轴一松轴”等动作。动作循环由上落轴油缸1、松夹油缸2和压纱辊油缸3靠行程开关控制换向阀8、9、10和11的换向来完成。压力大小由溢流阀17及减压阀15调节。车头部分可能出现的故障是:
1)松夹油缸夹紧压力过高,不能调低,使夹紧机构可能损坏,产生这一故障的原因是减压阀12“不减压”,可参阅§5-4有关部分子以排除。
2)松夹油缸压力调不高,顶紧不牢靠
产生原因是减压阀12有故障,可参阅§5-8一、(二)的方法进行排除。
当电磁阀9内泄漏量大时也可能出现这一故障,可按§5-9所述内容予以排除和处理,
3)松夹油缸无顶紧动作,或顶紧后不能松轴产生原因有①电磁阀9换向不良;②控制电磁阀9的电器(如行程开关继电器等)有毛病,或电路断线及接线不牢等。可参阅85-9所述内容予以排除。
4)无上轴动作,或无落轴动作产生原因是①电磁阀8不换向;
②控制电磁阀8的电器(如行程开关,继电器等)有毛病,或电路断线及接线不牢等。
5)压纱力不够
产生原因有①减压阀15调压失灵;②溢流阀17调节不当(过低);③因行程开关未发讯或电路电器有故障使电磁阀18(22D-10BH)电磁铁未通电等。可分别采取对策。
b)压纱力过大
产生原因有:①减压阀15“不减压”。②溢流阀17产生“压力下不来”
的故障,可参阅§5-4和§5-2有关内容子以排除。
3.浆槽部分(图11—37)
浆槽部分有压浆辊的压纱压浆动作和浸没辊的升降动作是由液压缸实现的。
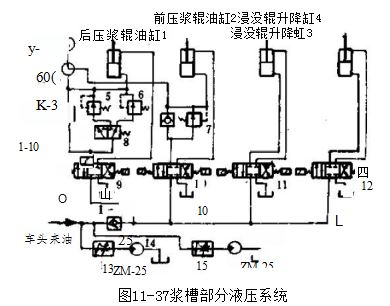
压浆辊的作用是一方面把浆液压入经纱内部,同时又把多余的浆液挤出去,压浆辊所加压力大小对上浆率的高低影响很大,特别是后压浆辊(靠近烘房)影响尤其明显,所以前压浆辊压力调节不随车速变化,而后压浆辊要随车速变化,当车速低于10m/min时为低压,当车速高于10m/min时为高压,而设置了两个减压阀
浆槽部分的液压故障可能有:
1)压浆力不能调节
主要是减压阀5或6或7有“减压调节失灵”的故障,可参阅85-4予以排除。
2)无压浆动作
①压浆油缸的故障,因密封破裂严重内漏或因装配不好而别劲;②换向阀8、9或10故障等。可分别予以拌除。
3)浸没辊无升或无降动作
产生原因有①油缸本身故障:卡死烧结、别劲等使缸不动作:②换向阀11或12有“换向不可靠“的故障,可参阅§5-9、§4-4有关内容于以处理。
4.循环浆系和湿分绞捧(图11-37)
循环浆泵和湿分绞棒分别由液压马达14和16驱动并用调速阀实现无级调速,此部分的故障主要是速
度调节有时可能失效。这是由于调速阀13或15“流量调节失效”所致,或者因驱动它们的油马达14或16严重内外泄漏所致,可参阅§5-15及靠4-3的有关内容,予以处理。
随便看看
- 2024-09-27徐工WY160A挖掘机动臂下降不平稳故障分析
- 2024-09-14使用橡胶履带板的注意事项-挖掘机驾驶操作篇
- 2024-09-19液压元件的分类-液压传动基础知识
- 2024-09-14更换工作灯-挖掘机点检整备篇
- 2024-11-08压气机性能