
XS-ZY2000型塑料注射成型机的故障分析及排除
简介
XS-ZY-2000型注射机液压系统采用充液式全液压合模机构(大小两个油缸组合而成,小油缸用于快速闭模,大油缸能保证在模具闭紧时有足够大的合模力),结构简单,使用方便,但较之有些注射机的液压—机械式合模机构,液压系统较为复杂些,所需油泵功率也大。
1.液压案统的组成和主要元件的功用(图11-38)
①油菜:系统选用了三只油泵,为合模和注射机构提供所需的流量和压力。泵1为柱塞泵(额定工作压力为20MPa,额定流量为32升/分);油泵2、3为两台双级叶片菜(额定工作压力为14MPa,额定流量为194升/分)。
②压力控制阀:阀V₇、Vi₆、V₁g分别为油泵1、2、3的先导式溢流阀。阀Vzg是控制油泵1压力油并参与注射工作的先导式溢流阀。
阀V₄、V₅,V₁₇、V₂o为直动式远程调压阀,它们分别控制模具低压保护、高压锁紧、注射、保压所需的油压值。
阀V₂是背压阀(YF型先导式溢流阀改装而成,即堵死主阀中心孔》在图示位置(D2断电)时,处于关闭,故在注射时不起作用。只在预塑时(D₂₂通电)才起作用。
阀V为减压阀,可根据抽插芯动作进行调节。
③流量控制阀:阀V₁₃为单向节流阀,用于调节顶出制品的速度;阀V2₂9为调速陶,用于调节注射速度双单向节流阀V₃用于抽插芯速度调节。
④换向阀:阀V₉、V₁o、V₃0、V₃为电液换向阀。V₉用于合模油缸;V₁用于控制合模大油缸充液、升压、释压动作;V₃0用于控制注射和防流涎动作;V₃用于控制注射差动增速,还具有液压联锁作用,即在模具没有闭紧前不会发生注射动作(电磁铁Djg通电)。
阀V₆、V₁4、V₁₉、V₂、V₂、V、V25、V₃3为电磁换向阀。其中V₄、Vz、Vz分别用于控制制件顶出、抽芯插芯动作、注射座整体移动;阀V₆、V₁o、V₂、V²2、V₂3皆用于溢流阀的远程控制回路。
阀V,、V₂、Vg、V₂、V,V₁s、V₂、Vzg为单向阀。其中阀V[用于防止快速闭模时油泵2、3对油泵1的反向冲击;Vg用于防止高压合模后进行注射时,合模油缸压力下降;V₂、V₃、Vis,V₂用于防止在注射保压时(泵2、3卸荷),油泵1压力油反向流动而影响保压效果。
阀12为行程阀,用于安全门液压一电气联锁。
2.液压来统的工作原理
表11-7和表11-8分别表示XS-ZY-2000型注射机液压系统中各换向阀电磁铁在各动作循环中的动作顺序和各个行程开关的作用。现将各动作原理分析如下:
1)插芯:电磁铁D₁、D₁₅、Dg通电。
油泵1排出的压力油→单向阀V₁+减压阀V²3→电磁换向阔Va,推动抽插芯油缸活塞进行插芯。电磁铁Djg通电目的是保证在模具没有闭合前,不会有注射动作即实现液压联锁。
油缸回油经阀V₂→油冷却器→油箱。
2)闭模及注射座整体前进
①慢速闭模
电磁铁D₁、D₄、Dg、D₁s、D₁₈通电。泵1来油→阀V₁→阀V₉→凸轮阀V¹₂,压力油分两路:一路压力油进入小油缸,推动大活塞向右运动。与此同时,另一路压力油经电液换向阀V₁o,将充液阀顶开,大油缸左腔充液。右腔的油经阀V,回箱。
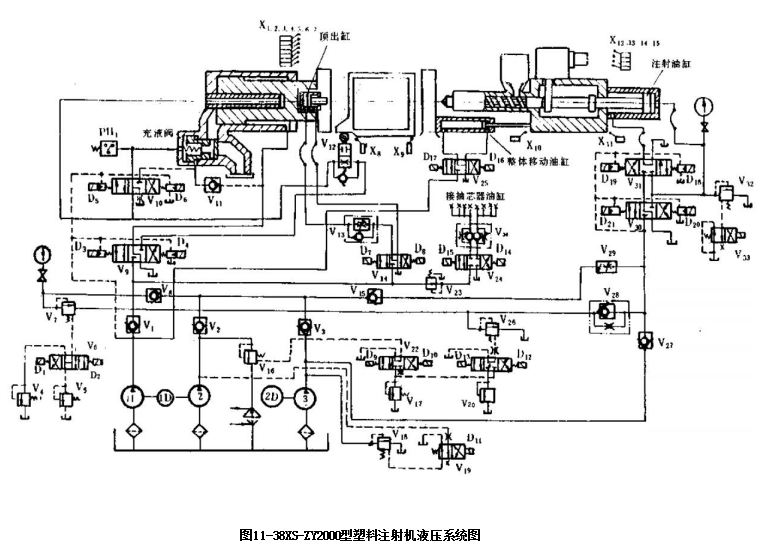
表11-7XS-ZY-2000型注塑机动作顺序说明
| D₁D₂ | D₃ | D₄ | D₅ | D₆ | D₇ | Dg | Dg | D₁c | D₁1 | Dj2 |
5 |
一15 |
一1一1b | D | D₂ | |||||||
插芯 | 十 | 十 | 十 | ||||||||||||||||||||
闭模 | 慢速闭模 | 十 | 十 | 十 | 十 | 十 | |||||||||||||||||
快速闭模 | 十 | 十 | 十 | 十 | 于 | 十 | 十 | ||||||||||||||||
低压保护 | 十 | 十 | 十 | 十 | |||||||||||||||||||
闭合升压注射座前进 | 十 | 十 | 十 | 十 | 十 | 十 | 十 | 十 | |||||||||||||||
高压闭模 | 十 | 十 | 十 | 十 | 十 | 十 | |||||||||||||||||
注射 | 低压快速 | 十 | 十 | 十 | 十 | 十 | 十 | 十 | 十 | 十 | 十 | ||||||||||||
高压 | 十 | 十 | 十 | 十 | 十 | 十 | 十 | 十 | 十 | ||||||||||||||
保压 | 十 | 十 | 十 | 十 | 十 | 十 | + | ||||||||||||||||
予塑 | 十 | 十 | 十 | 十 | 十 | 十 | |||||||||||||||||
防流涎 | 十 | 十 | 十 | 十 | 十 | 十 | 十 | 十 | |||||||||||||||
注射座后退 | 十 | 十 | 十 | 十 | 十 | 十 | |||||||||||||||||
释压 | 十 | 十 | |||||||||||||||||||||
启模 | 慢速启模 | 十 | 十 | 十 | 十 | ||||||||||||||||||
快速启模 | 十 | 十 | 十 | 十 | 十 | 十 | |||||||||||||||||
慢速启模 | 十 | 十 | 十 | 十 | |||||||||||||||||||
抽芯 | 十 | 十 | 十 | ||||||||||||||||||||
顶出 | 十 | 十 | 十 | 十 | |||||||||||||||||||
顶出退回 | 十 | 十 | 十 | 十 | |||||||||||||||||||
注;+表示电磁铁通电
表11-8Xs-ZY-2000型塑料注射机行程开关作用说明
代号 | 工作状态 | 作用 |
X₁ | 瞬压下 | 低压低速闭模发信号 |
X₂ | 常压下 | 启模结束 |
X₃ | 常压下 | 低速启、闭模 |
X | 常压下 | 低速启摸 |
Xs | 瞬压下 | 顶出开始发信号 |
X₆ | 常压下 | 高压低速闭模 |
X₇ | 压下 | 顶出结束 |
X、X₉ | 常压下 | 起安全作用(安全门) |
X10 | 常压下 | 注射座整体前进结束,且传递注射动作发信号 |
X | 常压下 | 注射座整体后退结束 |
X2 | 常压下 | 低压快速注射结束,高压注射开始 |
X₁₃ | 常压下 | 注射结束,保压开始 |
X₄ | 常压下 | 预塑结束。防流涎开始 |
X₁₅ | 常压下 | 防流涎结束 |
X3. | 脱开 | 快速启、闭模 |
②快速闭模
电磁铁D₁、D₄、D₆、D₉、D、D₁₅、Dg通电。
油泵1来油→阀V₁———
油泵2来油→阀V₂→阀V→阀9→阀V¹₂→小油缸,实现快速闭模。大油缸左腔继续充液,右腔的油
油泵3来油→阀V₃→阀Vg—经阀V₉回油箱。
③低压慢速闭模
电磁铁D₄、D₆,D₁s、D₁₈通电。油泵2、3卸荷,油泵1继续供油到小油缸,其压力油由低压溢流阀V.控制。
④闭合升压及注射座整体前进
电磁铁D₁、D₄、D₃、D₉、D₁、D₁₅、D₁₆、D₁g通电。三只油泵的压力油经阀V₉→阀V₁₂以及阀V¹o,此时充液阀关闭,油缸左腔迅速升压。
油菜1的压力油经阀Vz进入注射座整体移动油缸右腔,推动注射座整体前进。左腔回油经阀V₂s→冷却器→油箱。
⑤高压闭模
电磁铁D₁、D₄、D₅、D₁s、D₁₆、D₁g通电。油泵2、3卸荷,油泵1的压力油用来进行高压闭模,其压力由阀V₅调节。当压力达到压力继电器PH₁的调定值时,压力继电器即发出注射信号。
3)注射
①低压快速注射:电磁铁D₁、D₄、Ds、Do、D₁i、D₁₃、D₁s、D₁₆、D₁₉、D₂o通电。油泵1一部分压力油保持高压锁紧模具;
油泵1另一部分压力油经阀V→阀V2B]
油泵2压力油→阀V₂→阀V₁₅→阀·V十→阀V³o→注射油缸右腔,推动油缸活塞进行注射。油泵3压力油→阀V₂7![]()
注射油缸左腔的回油通过阀V₃即进入注射油缸右腔,利用差动增速原理实现低压快速注射。注射速度由V₂调节,注射压力由阀V₁₇控制。
②高压注射
电磁铁D₁、D₄、D₅、Di、D₁、D₁₂、D₁s、D₁g、D₂o通电。
因D₁₉断电,差动注射停止,注射油缸左腔的回油经阀Vn→冷却器→油箱。此时注射压力仍然由阀V₇控制。
4)保压:电磁铁D₁、D₄、D₅、D₁2、D₁₅、D₁₆、D₂o通电。
油泵2、3卸荷,油泵1压力油进入注射油缸右腔进行保压,其压力由阀V₂o控制。
5)预塑:电磁铁D₁、D₁、D₃、D₁₅、D₁₆、D₂₂通电。
预塑时杆反推注射油缸活塞后退,注射油缸右腔的油经阀V₂₂排回油箱。油缸左腔形成真空,白油箱经阀V₃吸油。
6)防流涎:电磁铁D₁、D₄、Ds、D₁₃、D₁₅、D₁₆、D₁a、D₂₁通电。
油泵1压力油经阀V₁→阀V₇→阀Vz→阀V₃o→阀V₃→注射油缸左腔,推动活塞后退,以防止喷嘴端部流涎。注射油缸右腔回油经阀V₃→冷却器→油箱。
7)注射座后退:电磁铁D、D₄、D₅、D₁s、D、D₁g通电。
油泵1压力油经阀V₂5进人注射座整体移动油缸左腔,推动活塞向右后退,油缸右腔回油经冷却器回油箱。
8)释压:电磁铁D₁s、D₁通电。
油泵1在低压下(1~1.5MPa)工作。D₅断电后,合模大油缸左腔压力油及小油缸压力油均经阀V₁o卸压,以防止启模时液压冲击。
9)启模
①慢速启模,电磁铁D₂、D₂、D₅、Dm通电。油泵1压力油经阀V₁→阀Vg,压力油分成两路,一路经阀V,顶开充液阀;与此同时,另一路压力油进入合模缸右腔,使油缸活塞后退,进行启模。油泵1的压力由阀V,控制。
大油缸左腔回油经充液阀排回充液油箱。小油缸回油经阀V₁₂中单向阀→阀V₉→冷却器→油箱。
②快速启模电磁铁D₂、D₃、D₉、D₁i、D₁s、D₁g通电。三只油泵皆工作。油泵1的路线同上
油泵2压力油经阀V₂7 | 阀V₈→阀V₉→合模油缸右腔,实现快速启模。 |
油泵3压力油经阀V₃」 ③慢速启模同① |
10)抽芯:电磁铁D₂、D₁、Djg通电。油泵1压力油经阀V₁→阀V→阀V₂,推动抽插芯活缸活塞进行抽芯。回油经阀V₂₄→冷却器→油箱。
11)顶出:电磁铁D₂、D₂、D₄、Da通电。油泵1压力油经阀V₁→阀V₁₄→阀V₁₃→顶出油缸左腔,推动顶出杆顶出制品,顶出速度由阀V₂调节。顶出油缸右端回油经阀V₁₄→冷却器→油箱。
12)顶出退回:电磁铁D₂、Dg、DH、Djg通电。油泵1压力油经阀V₁→阀Vw→顶出油缸右腔,使顶出杆退回。顶出油缸左腔回油经阀V₁₃→阀V₄→油箱。
(二)故障分析及排除
1.泵源部分
1)系统无压力或压力上不去
①油泵1、2、3的驱动电机旋转方向不对,无压力油液输出;
②安全溢流阀V₇、V₁₆、Vi及V₃、V₄等的调节不当或存在故障,如主阀芯卡死在开阀位置,或先导针阀锥面不密合,调压弹簧折断或漏装错装,主阀芯卡死或锥面不密合等,造成压力上不去。可拆修排除;
③本机在各个循环动作中,起调压或限压作用的压力阀是不同的(见表11-9),可根据在各个不同动作时压力故障涉及的压力阀,具体进行压力调节和故障排除;
④泵1是本系统的主要工作泵。其压力的控制由三位四通电磁阀V₆和压力控制阀V₇、V₄、V₅等组成多级压力控制回路进行压力控制,如果压力上不去,与这些阀有关,可分析检查排除。
2)泵2、泵3不卸荷,系统发热严重
泵2、泵3只在“快速闭模”、“低压快速压射”、与“快速启模”动作中提供压力油,平时卸荷,如果不能卸荷,则系统发热严重。泵2、泵3在应该卸荷时而不能卸荷有下述原因:
①电磁铁D₉、D₀在泵2卸荷时都应该断电而未能断电;
②阀V₂₂在电磁铁D₉或D₁₀均断电后,而阀芯未能处于中位。可排除卡阀故障以及查看阀两端复位弹簧是否折断或漏装,否则泵2不能卸荷;
③泵3卸荷时,电磁铁D₁应断电但未能断电,可检查电路故障并排除之。
④电磁铁D₁虽断电,但阀V₁₃阀芯卡死在通电位置。可排除卡阀故障并检查复位弹簧是否折断和漏装;
③阀V₁s卡死在关闭位置,泵2不能卸荷。阀Vi₈卡死在关闭位置,泵3不能卸荷,可排除之。
3)系统噪声大
泵1为柱塞泵,泵2与泵3为双级叶片泵,系统的噪声主要来自泵,可参阅§3-4和§3-5的内容对故障进行分析与排除。
2.抽插芯部分
1)不插芯
①电磁铁D₁s未能通电,查明原因进行排除;
②抽插芯油缸别劲卡死,可拆修油缸;
③减压阀V₂的出口压力调得太低,或者减压阀芯卡死在小开度的位置;
④双单向节流阀V₃的节流开度调得过小或节流口被污物堵塞。可重新调节并清洗换油。
2)不抽芯
表11-9
泵名称动第要调节压力的阀 作 | 泵1 (柱塞泵) | 泵2 (叶片泵) | 泵3 (叶片泵) | |
插芯 | V₅ | |||
闭模 | 慢速闭模 | V₅ | ||
快速闭模 | V₅ | V16 | V₁8 | |
低压保护 | V₄ | |||
闭合升压注射座前进 | Vs | V16 | V₁8 | |
高压闭模 | V₅ | |||
注射 | 低压快速 | V₅(V26) | Vi₇ | V₁g |
高压 | V₅(V26) | V₇ | Vik | |
保压 | V;(V₂0) | |||
预塑 | V₅(V₂3) | |||
防流 | V₅ | |||
注射座后退 | V₅ | |||
释压 | V4 | |||
启模 | 慢速启摸 | V₇ | ||
快速启模 | V₇ | V₁g | V₁8 | |
慢速启模 | V₇ | |||
抽芯 | V₇ | |||
顶出 | V₇ | |||
顶出退回 | V₇ | |||
注:1.空格时表该泵卸荷
2.阀压力大小的调节可按V₂o≥V²₆>V₅>V₇>V₄>Vz₃的调压值进行调节。
2)只有慢合模但无快合模
①电磁铁D,未能通电,可排除电路故障;
②电磁铁D未能通电,可排除电路故障;
③单向阀V₂或V₃或Vg卡死在关闭位置。
3)无慢速合模,只有快速合模;
①电磁铁D₁4未能通电,可排除电路故障:
②同上②、③、④。
3.合模部分
1)闭模无动作,锁模缸不合模,
①同前1.1),系统压力未上去;
②行程开关X₁未能被瞬刻压下;
③电磁铁D₄未能通电;
④电磁铁D₆未能通电;
⑤凸轮阀VI₂的阀芯卡死在压下位置、阀V₁₂切断了阀9来油。可拆修阀12、消除卡阀现象,复位弹簧折断或漏装的于以更换或补装;
⑥拆修时阀V,或阀V₁₀的主阀芯装错一头、或其先导电磁阀装错-头,可参阅85-9的内容进行故障分析与排除;
⑦电磁铁D₄虽通电,但阀V₉阀芯卡死不动作,可拆修阀V₉,去毛刺并清洗,消除卡阀现象;
⑧电磁铁D₆虽通电,但阀V¹₀阀芯卡死不动作;
⑨充液阀阀芯卡死在关阀(右端)位置。
①慢速合模时,电磁铁Dg、D应断电而未能断电。查明原因子以排除;
②电磁铁D₉虽断电,但阀V₂₂卡死在D₁o通电的位置(阀芯处于左位);
③电磁铁D₁虽断电,但阀V₁卡死在通电位置,可拆修阀V19。
4)合好模后不能升压或压力上升很慢
①D₆未断电,或D₆断电后但电磁铁Ds未能通电,查明各行程开关压下情况及电路故障;
②阀V₅阀芯卡死在开阀位置,系统压力上不去,可拆修阀V₅;
③充液阀阀芯卡死在左位,未能关闭,或者充液阀虽关闭但右端面不密合;
④锁模缸内进了空气,可进行排气工作。但若屡排不止,则是前面合模时充液不足而引起的。可检查
油箱油面高度是否够高以及缸内的密封情况。
5)不能启(开)模
①行程开关X₄未发信:
②电磁铁D₃未能通电;
③单向阀Vn卡死在关闭位置,无后续压力油打开充液阀,使锁模缸启模时左腔回油路不通而不能动作;
④充液阀卡死在关闭位置;
⑤凸轮阀V₁₂的单向阀卡死在关闭位置。
6)启模速度慢
①电磁铁D₉未能通电,泵2无压力油输出(卸荷)参与启模;
②电磁铁D₁未能通电,泵3无压力油输出(卸荷)参与启棋;
③单向阀V₂、V₃或Vg卡死在关闭位置,使液流流经后续有关阀再进入启模油缸的流量不够;
④充液阀的阀芯卡死在右端小开度位置,使锁模缸左腔回油背压大。可针对上述情况酌情分别于以排除。
4.注射部分
1)注射座不能整体前进(向左);
①电磁铁D₁g未能通电
②系统压力上不去,参阅上述(一)、1.的内容;
③注射座整体移动油缸别劲卡死,压力油推不动注射座整体移动油缸活塞使之前进。
2)注射压力上不去
①注射压力的大小主要靠阀V,控制,当阀V₁7的调节不当或动作失灵时,注射压力上不去;
②注射时,电磁铁Do、D₁、D₁₃均应通电,当此三个电磁铁有一个或一个以上未能通电时,均影响注射压力。发现注射压力上不去时,可逐一检查它们的通电状况并予以排除。
3)注射时动模板后(左)移
①锁模油缸活塞及活塞杆等处,因密封不良存在内、外泄漏;
②锁模油缸内进了空气;
4)低压快速注射时速度不够快
①调速阀V₂节流手柄拧入过多,节流开口调得太小,或者其定压差减压阀阀芯和节流阀阀芯因毛刺和污物卡死在小开度位置,泵2来的流量被截流;
②单向阀V₂8的阀芯卡死在关闭位置,泵1来油只能经该阀的固定节流阀进入注射缸;
③泵1、2、3因使用日久内部磨损、容积效率降低输出流量减少;
④阀V₂₇卡死在关润位置,泵3来油不能经此阀汇流入阀V30+
⑤阀V₉因电磁铁D₁未能通电,使泵3处于低压溢流状态,因而减少了泵3经阀V₂₇流往阀V而进入注射缸的这一部分流量。
5)高压注射时注射压力不够同上4.2)。
6)高压注射后,不保压
①行程开关X₁未被压下发信;
②阀V₂o、V₂、V₂内泄漏较大
③V₂0压力调节过低或故障。
7)注射座不能整体后退
①电磁铁D₁7未能通电;
②同上(4)1).②与③。
5.预塑故障
1)预塑不良
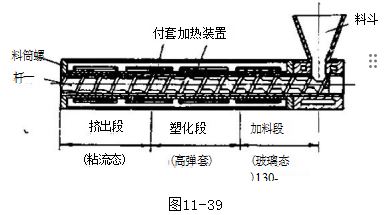
所谓预塑,是指借螺杆的旋转运动使熔融物料沿其螺旋槽不断输送填充至螺杆前端直至满足设定的注射量。在这--过程中螺杆除了旋转运动外,还应有一个沿轴线后退的直线运动。
所谓预塑不良,是指在预塑动作时,螺杆在电机的驱动下,虽正常旋转,但在螺杆高压融料作用下,后退的速度过慢或完全不后退。
产生预塑不良的原因有:
①“架桥”现象引起的预塑故障所谓“架桥”现象是指熔融塑料裹缠于螺杆加料段而使后续塑料不能向螺杆前端输送,此时螺杆处于打滑状态,仅有螺杆旋转运动而无沿螺杆轴线的后退运动,不能达到预塑目的。产生原因有;
i)料筒加料段温控失调,温度太高,加料段的物料成高弹态甚至粘流态,物料粘住螺杆,造成“架桥”现象。
因此,应逐一检查温控元件、电器线路及所调温度是否合乎要求(一般应为130~220℃),找出原因、经修理或更换元件并正确调整温度,消除架桥现象(图11-39);
ii)料斗座环形冷却水槽缺水或水量不足;
iii)螺杆与村套(料筒)的间隙过大,一般间隙值不应超过0.5毫米;
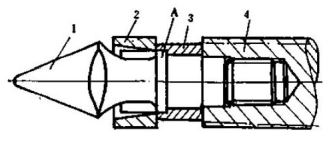
iv)螺杆头部损坏:如图11-40所示,螺杆头在完成注射、预塑动作过程中,其台肩A面处受到交变剪切力,易损坏,损坏时,在预塑工作中高压融料推动螺杆右移,挡圈和止逆环便一起左移,致使熔融物料无法输送至螺杆前端,导致预塑故障,此时可
更换一新螺杆头(材料:38CrMoAIA,氮化)。1.螺杆头:2.上逆环:3.挡图:4.螺杆
②液压故障
i)背压阀V₂因阀芯、阀体孔磨损而内泄漏严图11-40螺杆头部塑化结构图重,使所调背压值降低:
ii)背压阀V₂背压力大小调节不当:增大背压可使螺杆后退时间延长,这样虽降低了螺杆的塑化能力却使塑化的物料较为密实;减少背压可使螺杆后退时间缩短,可增大塑化能力,但塑化的物料不太密实,所以要兼顾二者的要求正确调节背压值,一般为0.2~1MPa;
ü)背压阀V₃2堵塞。
2)预塑时螺杆不后退
这主要是阀V3背压压力调节过高或阀芯卡死在关闭位置所致。因此可适当降低阀V₂所调背压压力和消除其卡阀现象
6.顶出部分])不顶出
①行程开关Xs未瞬间压下发信;
②电磁铁D₇未能通电;
③顶出油缸别劲,或因活塞处严重内泄漏,造成油缸两腔串腔。可酌情排除之。
2)顶出后顶出缸不能退回,或只能慢慢地退回。
①电磁铁D₈未能通电;
②顶出油缸内泄漏大;
③单向节流阀V₁₃故障,如阀芯卡死在小开度位置,反向不起单向阀作用。
3)顶出速度太慢,速度不能调节
①单向节流阀Vj₃的节流开口调节过小:
②顶出油缸活塞内泄漏大:
③输入顶出缸的油液压力不够。
7.其它故障
1)制品不足,有缺陷。
①注射压力不够,可参阅上述4.2);
②注射速度太慢,熔融物料难以快速充填模具型腔,模具合模后不密合;
③注射及保压时间太短,螺杆退回过早。
2)制品溢边大
①注射压力调得过大;
②锁模压力太小或模具安装不良。
随便看看
- 2024-11-01液压系统互锁回路
- 2024-09-13单侧移动转向-挖掘机驾驶操作篇
- 2024-09-24电机控制和运动控制
- 2024-09-13使用千斤顶支撑时-挖掘机安全使用维护手册
- 2024-10-31液压系统的时间控制回路