
MB4220×100型半自动立式珩磨机的故障分析及排除
(一)简介
本机床用于珩磨直径为50~200毫米的通孔与不通孔(如发动机的缸套孔、油缸缸孔、阀孔等),最大加工孔长为1000毫米,可获得√以上的表面粗糙度,尺寸精度不低于7级。
本机床的液压传动系统图如图11-9所示,它担负下述作用:
①主轴变速箱的变速:这是依靠装在变速箱内的两个油缸,推动两双联滑移齿轮而实现的(图上未画出);
②主轴箱(主轴、珩磨头)的往复运动:这是通过操纵箱8控制油缸9的上下换向运动而实现的。平衡阀10使缸9下腔保持一定压力,以平衡运动部件的重量;二位二通电磁阀4用来使主轴箱往复运动系统(图中右半部系统)卸荷,并使主轴箱停止在任何要求的位置上;二位五通电磁阀7是用来控制主换向阀(液动阀)的,只要2DT通电,此时无论主轴箱向下或向上运动,均使主油流进人缸9下腔,同时使主轴旋转刹车,从而实现主轴停止向上运动。
③珩磨头砂条涨缩:珩磨头磨条的涨缩是通过安装在主轴上部的涨缩油缸12实现的;
④短行程控制:需要短行程时,可拨动机床按钮站上的短行程开关,5DT通电,接通短行程油缸16,在油压作用下,经单向推力轴承推动扇形齿轮块,使其锥面与刻度盘上的锥面结合,借助摩擦力把运动传给液压操纵箱的先导阀,实现短行程动作。断开短行程开关,缸16在弹簧作用下结束短行程。
⑤主轴旋转刹车。
⑥工作台移动:由两个柱塞油缸19驱动移动,使工作台有两个工位。机床工作时,一缸始终保持压力油,另一缸接回油往油箱。改变电磁铁6DT与7DT的通断电情况,可由一工位转到另一工位。工作台依靠油缸保压定位,可手动调整按钮将工作台移动至任意位置。
(二)故障分析与排除
1.油泵(YB16/63型双联叶片泵)不能排油或供油量不够
①油泵的旋转方向不对,可调换三相电动机的接线;
②油泵的进出油口配管接错,可调换进出油口,使之正确;
③油箱中的油液液面过低,吸油过滤网露出油面。可加油到油标位置;
④吸油管堵塞或阻力过大,可清洗滤油器,清理或更换极油管;
⑤吸油区吸入空气。可检查进气部位,拧紧油管接头,加强密封;
⑥油泵使用日久,内部磨损,容积效率下降,输出流量不够,可修复或更换油泵。
2.液压亲统没有压力或压力调整失效其产生原因和拌除方法可参阅多10-1。
3.主轴(主轴箱)不能上下运动,即缸9不运动
①如果一开始便不能运动(例如向下),则应先排除上述油泵不供油,系统无压力的故障;
②操纵箱8的先导阀故障:先导阀为机动换向阀,当撞块因松脱未能压下先导阀阀芯时,缸9无上升动作;先导阀弹簧折断或漏装时,或阀芯卡死在压下位置时,缸9也无上升动作可检查确认后于以排除;
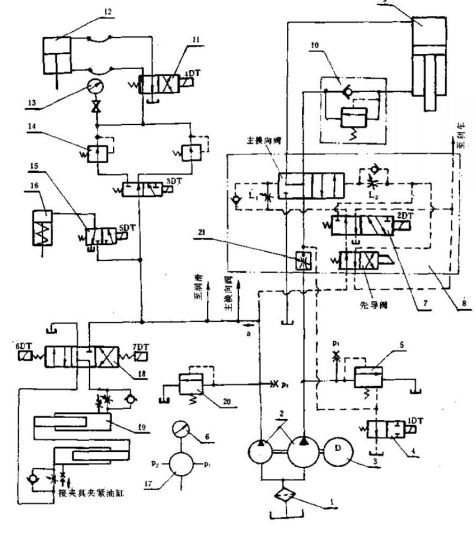
1.滤油器(XU-B160×100);2.叶片泵(YB16/63);3.电机(Y160M-6-B₃);4.二位二通电磁阀(22E-B4BH):5.溢流阀(Y-60B);6.压力表(Y-60);7.二位五通电磁阀(25E-10B);8.液压操纵箱:9.主轴往复运动油缸;10.平衡阀;11.二位四通电磁阀(24E-10B);12.磨头涨缩缸;13.压力表(Y-60);14.减压阀(J-10B);15.二位三通电磁阀(23E—10B);16.短行程控制油缸:17.压力表开关;18.三位四通电磁阀9(34E-10BY);19.工作台往复移动油缸;20.溢流阀(P-25B);21.节流阀(调速阀)
图11-9MB4220×100型半自动立式珩磨机液压系统图
③阀20(低压溢流阀)卡死在打开位置,泵2的左泵来油与油箱短路,无控制压力油进入先导阀,使主换向阀不能换向,缸9不能换向。可参阀§5-2排除溢流阀20故障,并适当调高阀20的调节压力,使有足够控制压力的油推动主换向阀换向;
④往图中a方向去的油,在流经后续的左半系统的某个部位时出现大量外漏或与油箱短路,造成操纵箱8的主换向阀的控制压力油压力不够而不能换向,则红9无上升或下降运动,可从压力表6确认P₂的压力值,一般应大于0.6MPa方能使主换向阀可靠换向,否则应查明左半系统(包括润滑主轴变速系统)的漏油部位和与油箱短接部位,然后予以排除;
⑤平衡阀10的调节压力过高或阀芯卡死在关闭的位置,而阀5的调节压力又过低,使油缸9下腔压力值大于上腔压力值,使主轴箱不能向下运动。此时应拆修平衡阀10并合理调节其工作压力,并排除主溢流阀5故障,使系统保证正常的工作压力;
⑥节流阀21关得太死,无油液或仅极小油液进入缸9,无上下运动。可适当开大节流阀21:
⑦因电路故障,电磁铁1DT未能吸合,溢流阀总处于卸荷状态,系统压力上不去,可拆修阀4,并注意装配时不可将阀4的阀芯装错一头;
⑧主换向阀(液动阀)故障:如阀芯卡死等,造成不能换向,因而缸9也不能上下运动。可参阅§5-10的内容对故障进行分析与排除;
⑨操纵箱两侧的节流阀L₁、L₂(阻尼调节螺钉)拧得太紧,使主换向阀的控制油路不畅通而不能换向,此时可适当拧松针形节流阀L₁和L₂,保证主换向阀控制油液的畅通;
⑩油缸9的故障:例如压盖将密封压得过紧,活塞、活塞杆因摩擦力过大而不能运动;油缸活塞密封失效,造成上下两腔串腔等;可酌情于以排除,详见§4-4,二;
⑪机械方面的故障:如导向柱与主轴箱孔偏移别劲;主轴托架孔与导向柱不在一条轴线上;换向用的链条折断;换向螺旋杆与主轴箱托架孔卡死;主轴箱滚轮卡死或两个导向柱不平行,主轴和主轴套因拉毛而卡死等等,可逐一检查,排除机械方面的故障。
4.主轴或主轴箱低速爬行
主轴或主轴箱是由油缸9推动作上下运动的,产生低速爬行的原因和解决办法可参阅多10—4的内容,
进行分析和处理。
5.主轴或主轴箱上下往复运动时有冲击
可参阅§10-10对冲击产生原因进行分析,并按所述方法排除液压冲击。
6.主轴或主轴箱往复时有超程现象
①操纵箱8两侧的节流阀L₁或L₂螺钉拧入过多,使主换向阀芯换向时间加长,惯性又大,引起超程。可适当松开节流阀,调到既没有超程又没有冲击为止;
②换向阀、先导阀动作不灵活,有阻滞现象。可拆修主换向阀和先导阀,使之运动灵活;
③平衡阀10的调节压力过低,可适当拧紧阀10的压力调节手柄;
④换向用的链条过松,可卸掉一节链条或于以张紧。
7.换向时的瞬间有停留现象
①链条过松,可调整链条松紧度;
②换向阀动作不灵活,可拆洗主换向阀;
③驱动油缸9的压力过低或者压力波动,可查明原因予以排除;
④同上③;
③导柱与主轴箱导向孔不同心,别劲。调整导柱,使其同心。8.机床产生抓动和噪声
可参阅§10-3进行分析与处理。
9.油温过高
随便看看
- 2024-11-18液压泵电镀修复法
- 2024-09-18道路运输-挖掘机运输篇
- 2024-09-14更换工作灯-挖掘机点检整备篇
- 2024-09-14在水肿、较软的地面行走-挖掘机驾驶操作篇
- 2024-10-25工程机械液压系统故障的现场检测与诊断