
液压卡紧和其它卡阀现象
一、液压卡紧的危害
因毛刺和污物楔入液压元件滑动配合间隙,造成的卡阀现象,通常为机械卡紧。
液体流过阀芯阀体(阀套)间的缝隙时,作用在阀芯上的径向力使阀芯卡住,叫做液压卡紧。液压元件产生液压卡紧时,会导致下列危害。
①轻度的液压卡紧,使液压元件内的相对移动件(如阀芯、叶片、柱塞、活塞等)运动时的摩擦阻力增加,造成动作迟缓,甚至动作错乱的现象;
②严重的液压卡紧,使液压元件内的相对移动件完全卡住,不能运动,造成不能动作(如换向阀不能换向,柱塞泵柱塞不能运动而实现吸油和压油等)的现象,手柄的操作力增大。
二、产生液压卡紧和其它卡阀现象的原因
①阀芯外径、阀体(套)孔形位公差大,有锥度,且大端朝着高压区,或阀芯阀孔失圆,装配时二者又不同心,存在偏心距e[(图10-17a)],这样压力油P₁通过上缝隙a与下缝隙b产生的压力降曲线不重合,产生一向上的径向不平衡力(合力),使阀芯更加大偏心上移。上移后,上缝隙a更缩小,下缝隙b更增大,向上的径向不平衡力更增大,最后将阀芯顶死在阀体孔上。
②阀芯与阀孔因加工和装配误差,阀芯在阀孔内倾斜成一定角度,压力油P₁经上下缝隙后,上缝隙值不断增大,下缝隙值不断减少,其压力降曲线也不同,压力差值产生偏心力和一个使阀芯阀体孔的轴线互不平行的力炬,使阀芯在孔内更倾斜,最后阀芯卡死在阀孔内(图10-17b)]。
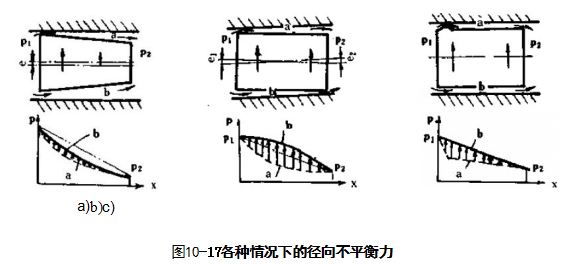
③阀芯上因碰伤有局部凸起或毛刺,产生一个使凸起部分压向阀套的力矩(图10-17c)],将阀芯卡在阀孔内。
④为减少径向不平衡力,往往在阀芯上加工若干条环形均压槽。若加工时环形槽与阀芯外圆不同心,经热处理后再磨加工后,使环形均压植深浅不一(参阅图5-136b)],产生径向不平衡力而卡死阀芯。
⑤污染颗粒进入阀芯与阀孔配合间隙,使阀芯在阀孔内偏心放置,形成图10-17b)所示状况,产生径向不平衡力导致液压卡紧。
⑥阀芯与阀孔配合间隙大,阀芯与阀孔台肩尖边与沉角槽的锐边毛刺清倒的程度不一样,引起阀芯与阀孔轴线不同心,产生液压卡紧。
⑦其它原因产生的卡阀现象:i)阀芯与阀体孔配合间隙过小;
ii)污垢颗粒楔入间隙;
ii)装配扭斜别劲,阀体孔阀芯变形弯曲:
iv)温度变化引起阀孔变形:
v)各种安装紧固螺钉压得太紧,导致阀体变形;
vi)困油产生的卡阀现象。
三、消除液压卡紧和其它卡阀现象的措施
(一)减少液压卡紧的方法和措施
①提高阀芯与阀体孔的加工精度,提高其形状和位置精度。目前液压件生产厂家对阀芯和阀体孔的形状精度,如圆度和圆柱度能控制在0.003mm以内,达到此精度一般不会出现液压卡紧现象;
②在阀芯表面开几条位置恰当的均压槽(参阅图5-140),且均压槽与阀芯外圆保证同心;
③采用锥形台肩,台肩小端朝着高压区,利于阀芯在阀孔内径向对中;
④有条件者使阀芯或阀体孔作轴向或圆周方向的高频小振幅振动;
⑤仔细清除阀芯凸肩及阀孔沉割槽尖边上的毛刺,防止磕碰而弄伤阀芯外圆和阀体内孔;
⑥提高油液的清洁度。
(二)消除其它原因卡阀现象的方法和措施
①保证阀芯与阀体孔之间合理的装配间隙,例如对×16的阀芯和阀体孔,其装配间隙为0.008~0.012mm。
②提高阀体的铸件质量,减少阀芯热处理时的弯曲变形。
③控制油温,尽量避免过高温升。
④紧固螺钉均匀对角拧紧,防止产生装配时阀体孔的变形。
随便看看
- 2024-12-03径向柱塞泵的故障排除与修理
- 2024-09-18理想电流源元件 -电路基础知识
- 2024-11-2625YCY14-1B型寒传动轴的加工工艺过辗
- 2024-09-19齿轮液压马达-液压传动基础知识
- 2024-11-20配流盘的结构