
单向阀的故障排除及修理
单向阀的作用是:允许一定压力(开启压力)下的油液向一个方向流动,此时单向阀打开:而反方向的油液不能通过此阀,此时阀关闭。这相当电子元件的二极管。
单向阀分为板式和管式两大类。按结构形式又可分为球阀式和锥阀式两种。
目前单向阀系列有:①I型(压力6.3MPa,流量10~250L/min);②直通DIF型(压力21MPa,35MPa,通径10~32mm);③直角DF型(压力21MPa,35MPa,通径10~32mm);④AF型(压力16MPa,通径10~
20mm)。
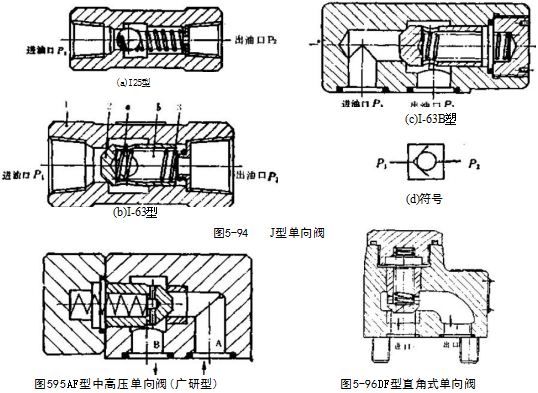
它们的结构分别见图5—94~图5—96所示。
故障分析及排除
(一)严重内泄漏
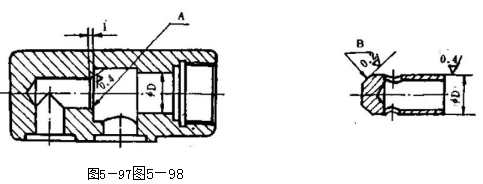
①对I型单向阀,阀体上无阀座,阀体兼作阀座。当阀体上A面(图5—97)拉毛或有损伤拉有沟槽时,或者锥面A与☑D内圆面不同心时,会引起严重内泄漏。
②当阀芯(图5—98)B面在使用较长时间后,会产生磨损凹坑(圆周),或者拉有直槽伤痕,或者因锥面B与D圆柱面不同心,以及锥面A、B呈多棱形时,会产生严重内泄漏。须校正OD面,重磨锥面B。
③一般液压件生产厂在加工阀体上阀座锥面A时,不采用机加工,而是将阀芯(或钢球)装入后用部头敲击打出锥面A,使B面与A面能密合。但当阀体材质(HT200)或金相组织不好时,敲击时用力大小又未掌握好,会发生崩裂小块,使A面上锥面尖角处呈锯齿状圆圈,不能密合而内漏。
④装配时,因清洗不干净,或使用中油液不干净,污物滞留或粘在阀芯与阀座面之间,使阀芯锥面B与阀体锥面A不密合,造成内泄漏。
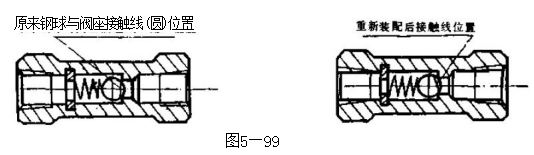
⑤对I-10、J-10B型单向阀,阀芯为钢球,当使用过程中重新拆修后钢球错位,油液会从原接触线泄漏(图5—99),此时应更换新钢球。
(二)不起单向阀作用
所谓不起单向阀作用是指,反向油液也能通过单向阀。产生原因除了上述内泄漏大的原因外,还有:
①单向阀阀芯因棱边及阀体沉割槽棱边上的毛刺未清除干净,将单向阀阀芯卡死在打开的位置上,此时应去毛刺,抛光阀芯。
②阀芯与阀体孔因配合间隙过小,油温升高引起的变形,阀安装时压紧螺钉力过大造成的阀孔变形等原因,卡死在打开的位置,可适当配研阀芯,消除因油温和压紧力过大造成的阀芯卡死现象。
③污物进入阀孔与阀芯的配合间隙内而卡死阀芯,使其不能关闭。可清洗与换油。
④阀体孔几何精度不好,其它原因(如材质不好)造成的液压卡紧,此时应检查阀孔与阀芯几何精度(圆度与柱度),一般须在0.003mm之内。
⑤ 漏装了弹簧或弹簧折断:可补装或更换。
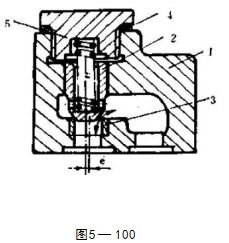
⑥ 阀 座(IF 阀)与阀芯已严重不同心,形成了偏心开口(图5-100),此时只起固定节流阀的作用,而 不能起单向阀的作用,须修正同心。
⑦ 阀芯圆柱面与阀体孔因磨损间隙大,造成阀芯可偏离中心 线游动而与锥座3不同心,须重配阀芯或电镀修复阀芯。
(三)外泄漏
① 管式单向阀的螺纹连接处,因螺纹配合不好或螺纹接头未 拧紧,须拧紧接头,并在螺纹之间缠绕聚四氟乙烯胶带密封或用O 形圈密封。
② 板式阀的外漏主要发生在安装面及螺纹堵头处,可检查该 位置处的O 形圈密封是否可靠,根据情况予以排除。
③ 阀体有气孔砂眼,被压力油击穿造成的外漏, 一般要焊补 或更换阀体。
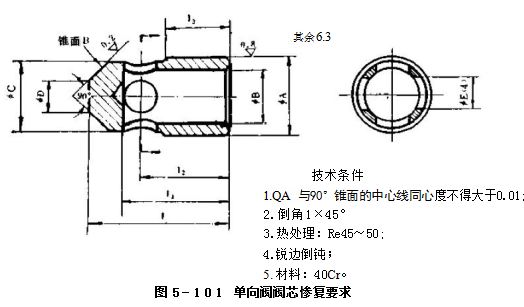
单向阀的修理 图5 — 100
单向阀结构简单,只有三个主要零件:阀体、阀芯及弹簧。
(一)阀芯的修理
阀芯的失效形式主要是磨损,且一般为锥面B 与阀座接触处磨成一整圆凹坑,外圆面OA 拉伤与磨损。
轻微磨损时,可抛光再用。磨损拉伤严重时,可先磨去-部分,然后电镀再与阀孔配磨。磨削时为保证 QA 面与锥面B 同心,可作一芯棒打入OB 孔内,芯棒夹在磨床卡盘内, 一次装夹磨出tA 面与锥面B。重 配阀芯或修复阀芯时,可参阅图5—101(型单向阀)和表5—4所例。
(二)阀体的修理
阀体的修复部位一般是:①与阀芯外圆相配的阀孔(几何精度、尺寸精度及表面粗糙度);②阀座孔 与阀芯锥面相接触部位的密合而(密合线)。
1)阀孔修复阀孔拉伤或几何精度超差,可用研磨棒或用可调金刚石铰刀研磨或铰削修复。磨损严重时 可刷镀或电镀内孔,再经铰研。或者另配新阀芯。
表5 -4 I型单向阀阀芯尺寸表
尺寸 型号 | 0 A | 0 B | 0C | D | E | 2 | l₃ | ||
-100 I—100B | 28d | 022 | 26 | Q16 | 012 | 47-0.2 | 37 | 31 | 22 |
I—63 I—63B | 22d | 016.5 | 020 | 010+0.2 | 010 | 40-0.2 | 32 | 27 | 20 |
-40 —40B | 018d | 014.2 | 017 | 07 | 07 | 29 | 23 | 19 | 15 |
-25 I—25B | 014 | 010.5 | 013.8 | 06 | 30 | 24.5 | 21 | 17 | |
-10 —10B | 3/8"钢球 | ||||||||
2)阀孔与阀座孔不同心的修复:轻微不同心时,可采用图5—102所示的导向套加铰孔的方法修复。导 向套外径OA 与被修阀体孔滑配导向,导向套内孔与较刀相配。修复时将OC 孔加大,将阀孔与阀座孔偏 心量借过来。
3)阀孔OA 与阀座孔严重不同心时,或者阀座部位与阀芯锥面配合处划痕很深,甚至崩掉一块缺口时, 可按图5—103所示的方法,先将孔OC 镗深1,再镶一铸铁或铜套,镶套尺寸内外圆要同心。I 型 (B 型背 压阀)阀镶套件的外圆尺寸和内孔尺寸见表5—5所示,其中外圆尺寸与镗孔修理后的尺寸轻压配。对于IF 型中高压单向阀,因为有阀座,可将阀座打出,重新更换阀套。
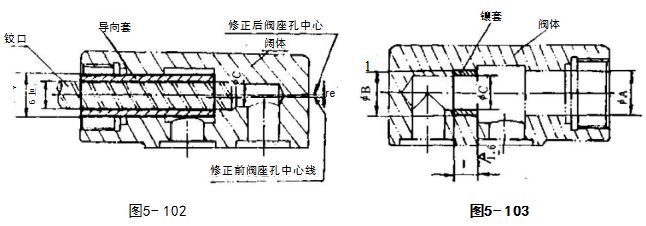
表5—5 修复1型单向阀时的镇套尺寸
适 |
用 | 尺 型 号 寸 | 0A | 0B | C | |
I—100 I—100B | B—100 B—100B | 028 | Q28-0.20 | 022 | 10 | |
I-63 1--63B | B-—63 B-63B | 022 | 022-0.20 | 016 | 8 | |
I—40 I—40B | B—40 B—40B | 018 | 018-0.20 | 012 | 6 | |
I—25 L—-25B | 014 | Q14-0.20 | 010 | 6 |
4)对于I—10 或1- 10B单向阀,因阀芯为3/8”钢球,当钢球与阀体座孔不密合时,可用钢球放入阀体 座孔上,用钢棒顶住,再用螂头敲打,使之密合。
5)对于锥阀芯之其它单向阀,可用阀芯锥面与阀体对研。对研效果可将阀芯放在阀座后、再放入煤油, 看是否浸油,来确认配合面的密合程度。
6)I 型单向阀阀体需重新加工时可参阅图5-104与表5 —6所列尺寸进行加工。
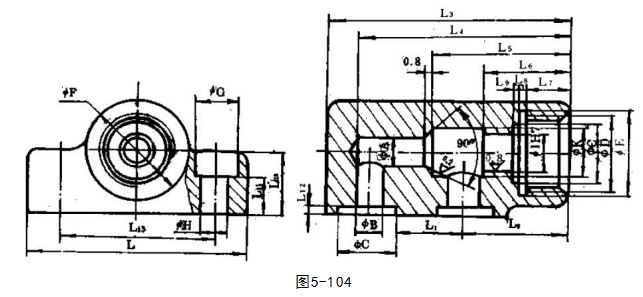
表5—6 1型单向阀阀体尺寸表
尺寸 型号 | Q A | B | C | D | E | 0F | G | 0H | K | 0I | L | L₁ | L₂ |
1—10B | 08 | 08 | 016 | M20×1.5 | 021 | 028 | 012 | 07 | 012 | 012 | 58 | 25 | 26 |
I—63B | 216 | 018 | 028 | QM33×1.5 | 034 | 044 | 014 | 09 | 028 | Q22 | 82 | 44 | 44 |
尺寸 型号 | L | L₄ | L | L₆ | L | L | L₉ | L10 | Li | L 12 | L 13 | 05 | |
l—10B | 62 | 55 | 34 | (34) | 10 | 2.5 | 1.5 | 16 | 9 | 1.8 | 40 | 28 | |
[—63B | 108 | 98 | 57 | 34 | 13 | 3 | 2 | 25 | 16 | 2.3 | 60 | 016 |
随便看看
- 2024-09-13防止发生火灾的危险-挖掘机安全使用维护手册
- 2024-09-18蓄电池-工程机械电器系统
- 2024-11-22传动花键轴的修理
- 2024-09-13安全带的佩带-挖掘机驾驶装置篇
- 2024-10-14机器人学的意义