
快速运动回路的故障分析与排除
在液压设备中,执行元件(油缸)在一次往复全行程中,大都包括三个动作:快速接近工件的空行程(快进)、较低速度的工作行程(工进)及快速返回的空行程(快退)。
提高生产率的一个措施是加快上述两个空行程动作的速度,而且往往需要快速行程是工作行程的若干倍。按这个最基本的公式,要快速运动更快,一是增大进入油缸的流量Q,一是缩小缸的工作面积A。前者需加大泵的流量和采用大流量的液压元件和管路系统;后者则导致工进时承压面积的减少,使得在同样工作压力下,承受工作负载的能力大大降低,所以二者均不可取。
为了在不增加泵流量和缩小油缸的工作面积的前提下而能获得更快速,可采用快速运动回路,从本质上来讲是为了节能。
一、双泵供油快速回路的故障分析及排除
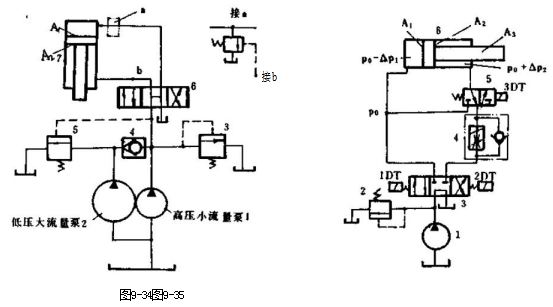
图9-34中,泵1为高压小流量泵,流量按最大工作进给速度选择,工作压力由溢流阀3调节。泵2为低压大流量泵,两泵流量加在一起按快进时所需的流量来选择。
快进时,泵2输出的油经单向阀4和泵1输出的油汇合共同向系统供油;工进时,系统压力增高,阀5(卸荷阀)打开,泵2卸荷,阀4关闭,系统单独由泵1供油。阀5的调节压力比快速运动所需压力大,但比阀3调节的工进时的最大工作压力要低。这种回路的故障与排除方法如下:
(一)电机发热厉言,甚至烧电机
这是实践中经常见到的故障之一(如Y71-45型塑料制品液压机)。产生原因主要是单向阀4卡死在较大开度位置或者阀4的阀芯锥面磨损或拉有较深凹楷,使工进时泵1输出的高压油反灌到泵2的出油口,使大流量的泵2的输出负载增大,导致电机(往往两泵共用电机)的输出功率(N=PQ)大大增加而过载发热,
甚至烧坏。
(二)泵2经常产生京轴断裂现象
原因同上。实践证明,修复单向阀4,使之运动灵活,阀芯与阀座密合,上述两故障同时消失。
(三)工作压力不能上升到最高
除可参阅§9-1、五、(二)4、②的内容。还有:
①溢流阀3、卸荷阀5故障,导致系统压力上不去;
②泵1使用时间较长,内泄漏较大,容积效率严重下降,泵的有效流量比新泵小很多,此时,一般21MPa的系统,压力上升到10MPa左右再也不能上升,修复泵或更换新泵,故障立即排除。
③油缸7的活塞密封破损,造成油缸高低压腔部分串腔或严重事腔,造成压力上不去,可更换油缸密封使故障得以排除。
(四)油红返回行程时,系统发热,并时有噪声振动现象
这是由于设计时未考虑回油背压的问题。例如图9-34中阀6的型号虽然按高低压泵的总流量(Q₁+Q₂)来选择的,阀径较大。但回程(向下运动)时,由于回程腔作用面积(A₂)小,工作压力较高,所以一般情况下低压泵是卸荷的,仅高压泵工作,这时工作腔(A₁腔)的回油流量为,如果Q≤Q₁+Q₂则可通过换向阀顺利回油,不需再采取措施。但如Qa>Q₁+Q₂,则回油背压高,造成系统发热噪声振动等。此时可在图中a处装设一小流量卸荷阀(其额定流量按Q回-(Q₁+Q₂)选取)。当然如果回程腔作用面积较大,回程时高低压泵一起工作以提高速度,则卸荷阀的规格必须按流量为来选择。
(五)低压大流量泵工进时不闻荷
溢流阀3的调节压力比卸荷阀5的调节压力至少要高0.5MPa以上,否则将出现不卸荷的现象。
二、差动连接快速回路的故障分析及排除
图9-35中,当1DT、3DT通电,缸6实现向右差动快进;工进时,3DT断电;缸6快退时,仅2DT通电。差动连接的快速回路故障分析如下:
①差动连接时作用在活塞上的有效推力较小,容易出现油缸不能差动快进的现象。
由图可知,考虑差动时的压力损失、有效推力F为:
(P,-△P₁)A,=(P₀+△P₂)A₂+△F+FF=P₀(A₁—A₂)—(△P₁A₁+△P₂A₂)-4F
式中:A₁——活塞侧油缸面积;
A₂——活塞缸侧油缸有效面积;Po——汇流点的压力;
△P——由汇流点到无杆侧进口之间的压力损失;△P₂——由有杆侧进口到汇流点的压力损失;
△F——油缸本身的阻力损失(如密封摩擦力等);F——有效推力(或差动快进时的外负载)。
为了增大有效推力F,必须设法减少上式右边的各种因素。
②差动速度需要调节的回路中在出口节流控制中往往在油缸有杆侧产生远大于泵压的高压[图9-36a)],在进口节流控制中,往往出现因节流阀出口压力大于泵压而断流不能调速的故障[图9-36b]]。这时可采用图9-36c)的回路使差动速度控制正常。
③差动回路中,快慢速换接不平稳,存在冲击现象,产生原因和排除方法同节流调速回路。
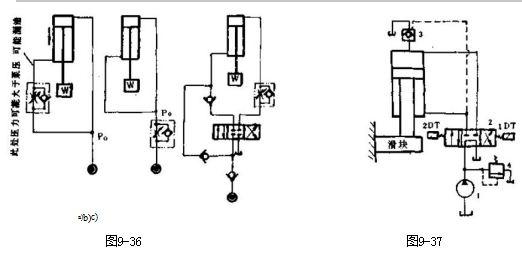
三、靠滑块(活塞活塞杆)自重下降的快速回路的故障分析与排除
图9-37这种回路是靠悬桂的重量(滑块、活塞及活塞杆)克服摩擦力和回油背压,迅速将油缸下腔的油经换向阀压回油箱,实现快速下降(空行程)的回路。此时并不需要全部由油泵供油填满油缸上腔,油缸上腔由油泵填不满的部分,形成一定程度真空,大气压将充液油箱内的油液经充液阀3压入缸上腔,进行填补。当滑块接触工件后,负载阻力增大,上腔压力增加,阀3自动关闭,快速下滑停止,单独由油泵供油给油缸上腔,完成工作行程。
当2DT通电,油泵供给油缸下腔压力油,因悬挂物较重,油压较高,控制油打开阀3,上腔回油可经阀3和阀2两条回油路流回油箱。
这种靠自重实现快速的快速回路故障与排除方法如下:
(一)无快速下降空行程或下降空程速度慢产生原因:
①活塞、活塞杆及滑块的重量轻;
②油缸密封及滑块导轨的阻力太大;缸体内孔、活塞杆、活塞、缸盖孔拉毛或不同心;
③油缸下腔的回油阻力(背压)太大。解决办法
①加大活塞、活塞杆及滑块的重量,但一般设计时就已定好,难以变更;
②检查滑块导轨是否别劲,活塞及活塞杆密封是否压缩余量过大,活塞与活塞杆、缸孔及缸盖孔是否加工同心与安装同心,是否活塞与缸盖上的密封槽加工偏心装上密封后单边有很大偏心摩擦负载,是否有污物或毛刺卡住活塞与活塞杆(或柱塞)等等,根据情况一一予以排除。
③采取减少回油阻力等措施;如加大回油管径减少弯曲部位,适当调大背压阀减少背压值等措施。
(二)快进(空行程)转工进时的速度换接时间长
当充液阀3的通径过小,弹簧较硬以及充液管道尺寸偏小,充液油箱油面太低等原因,造成油缸下降空行程时充液不充分,还可能存在轻微的真空度(气隙)。当进入工作行程时,油泵来油须先经一定时间填满油缸上腔后才能升压转入工作行程,造成快进转工进时的速度换接时间长,这在热加工机床是不容许的,时间过长造成毛坯温度下降而模具温度上升。
排除办法
①加大充液阀通径,设计计算时要留有充分的余地;
②对用户自行设计的充液阀,可适当降低阀内单向阀弹簧的刚性。
③适当加粗充液管道的内径尺寸,疏通管道,推荐流速为3~4米/秒;
④充液油箱油面加至油标规定位置。
(三)在快速下降过程中的中途,不能停住,继续慢慢或仍以快速下落
慢速下降,往往是换向阀及油缸的泄漏较大所致;快速下降是由于换向阀有故障:如换向不到位,因挖制电路或阀2两端复位弹簧不能使换向阀2回到中位锁缸位置所致。
可采取更换或修复换向阀的方法于以排除,也可在油缸下腔的回油路上加设平衡锁紧回路:如在图中滴缸下腔出油口管处装设液控单向阀,此时要注意平衡回路中工作出现的不稳定的影响(可参阅§9-1、六)。
四、用蓄能器的快速回路的故障分析及排除
图9-38与图9-39是用蓄能器的快速回路。当系统短期需要大流量时,采用蓄能器和油泵同时向系统供油。这样,可用较小流量的油泵来获得快速运动。
这种回路的故障主要有因蓄能器不能补油而不能提供快速运动,主要产生原因有:
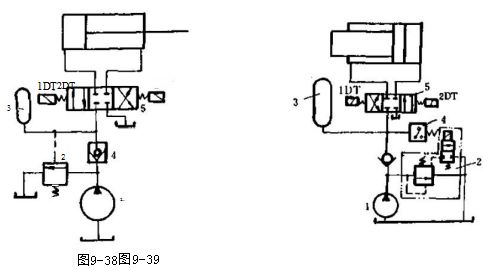
①由图可知,当换向阀5处于中间位置时,不停泵向蓄能器供油贮能。如果这一充油时间太短暂、则蓄能器充油不充分,转入快进时能提供的压力流量也就不充分,所以一定要确保足够时间(阀5中位时)给蓄能器充液。
②当卸荷阀2或电磁溢流阀2有故障时,造成电磁换向阀中位时油泵总是卸荷不能给蓄能器充液,转入快进时也无油可释放.此时可修理或更换卸荷阀或电磁溢流阀,使换向阀5处于中位时,泵能有充分的压力使蓄能器充液。
随便看看
- 2024-11-29查找液压故障的方法
- 2024-11-27工程机械液压系统故障的现场检测与诊断
- 2024-09-13停止发动机-挖掘机驾驶操作篇
- 2024-11-27液压传动系统的组成及其特点
- 2024-09-18故障判断及维修基本-工程机械电器系统