
组合机床与组合机床自动线的故障排除
(一)商介
组合机床是由具有一定功能的通用部件(如各类切削动力头、滑台、回转工作台底座、立柱等)和部分专用部件(如变速箱等)组合而成的高效专用机床,以便适应不断发展变化中的大批大量生产的需要。例如汽车、拖拉机、柴油机、电机、仪器仪表、机床制造业中都使用着大最组合机床。它能完成的工艺范围非常广泛。按各工序由数台组合机床加上工件或随行夹具输送装置,还可组合成组合机床半自动线和自动线。一般国内组合机床的主轴旋转运动采用结构简单的机械传动方式,而完成进给运动的滑台、工件的定位夹紧,回转工作台的分度让刀、随行夹具或零件的输送转位以及各种辅助装置的移动等许多都是采用液压传动的。与其它液压设备一样,组合机床的液压故障也是多种多样的,产生的原因也是五花八门。组合机床种类繁多,此处仅就组合机床(液压)最通用的液压滑台和液压回转工作台的故障作出分析,并说明排除这些故障的方法。
(二)液压滑台的故障分析及排除
液压滑台是组合机床上用来实现进给运动的一种通用部件,根据加工需要在滑台上面可装上动力箱和多轴主轴箱,完成对工件的钻、扩、铰、铣、镗、刮端面、倒角、攻丝等多种加工工序。根据不同加工的需要可选择相适应型号的液压滑台。此处以YT4543型液压滑台为例说明其故障分析与排除。
1.YT4543液压亲统的工作原理
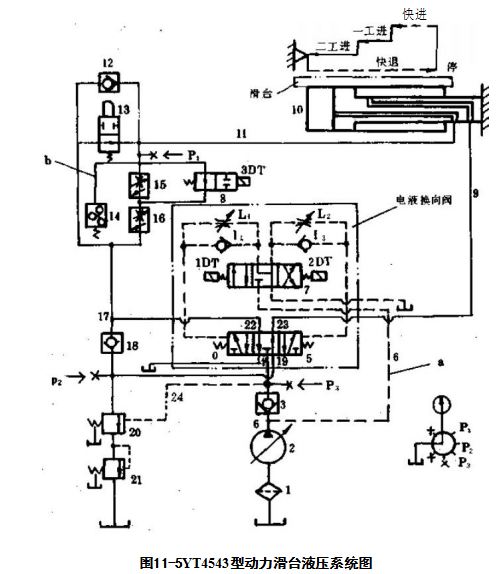
图11-5是YT4543型液压滑台的液压系统原理图。它可实现多种自动循环,如:
①快进→工进→(死挡铁停留)→快退→原位停止;
②快进→一工进→二工进→(死挡铁停留→快退→原位停止;
③快进→工进一快进→工进→→快退→原位停止等。
上述各种自动工作循环,是由挡铁所控制的电磁铁、行程阀的动作顺序来决定的。表11-1是以二次工作进给的自动循环为例的动作循环表。
2.故障分析及排除
1)滑台不运动(无快进)
这一故障现象是指当启动油泵发出滑台前进信号,驱动滑台的油缸10不动作。产生原因和排除方法有:
①限压式变量叶片泵2有故障:泵不出油或输出流量不够,或者泵输出的油液压力不够或根本无压力,造成缸10无动作可参阅§3-4二(一)、(二)所述内容进行故障分析与除。
②电液换向阀(电磁阀7+液动阀5)和电磁换向阀8故障:
如:a)因电路故障电磁铁1DT未能通电,3DT未能断电,可检查电路情况,消除接触不良及断线等疵病。
b)阀5卡死,控制油推不动阀芯移动而接入左端工作油路(即中位或右位);或者阀8的阀芯卡死在3DT通电的位置。这样无压力油进入油缸10,油缸与滑台不动作,此时应拆修阀5与阀8,使阀芯能灵活运动。
c)电液换向阀的阻尼调节螺钉拧得过死,即节流阀L₂处于全关状态,电液动阀5右端的控制回油无法流回油箱,受阻困油压力增高,背压相当大,使阀5左端来的控制油无法推动阀芯换向,因而油口22无油液流出进入缸10.此时应适当开大节流阀L₂。
表11-1YT4543型动力滑台液压系统动作循环表
动作名称 |
信号来源 | 主要控制元件工作状况 | 油路情况 | |||||||
电IDT | 磁2DT | 铁 3DT | 电磁阀7 | 液动阀5 | 电磁阀8 | 行程阀13 |
主油路 |
控制油路 | ||
快速前进 |
手按下启动按钮 |
十 |
左 |
左 |
右 |
下 | 进油:滤油器1→变量泵2→单向阀3→油路4→液动阀5→油路22→油 路17→行程阀13→油路11→油缸10左腔。 回油:油缸10右腔→油路9一油路23→换向阀5→油路19→单向阀18→油路17→行程阀13→油路11→油缸10左腔 |
进油:滤油器1→泵2→油路5→电磁阀7左位→单向阀I₁→阀5左端 回油:阀5右端→节流阀L₂→阀7左位→油池 | ||
第一种工作进给 |
挡块压下行程开关 |
十 |
左 |
左 |
右 |
上 | 进油:滤油器1+泵2→阀3→阀5左位→油路22, 17→调速阀16→阀8 及阀15→油路11→油缸10左腔 回油:油缸10右腔→油路9一油路23→阀5左位一油路19→液控顺序阀20→背压阀21→油箱 | 进油:滤油器1→泵2→油路6→电磁阀7左位→单向阀I₁→阀5左端 回油:阀5右端→节流阀L₂→阀7左位→油池 | ||
第二种工作进给 |
挡块压下行程开关 |
十 |
一 |
十 |
左 |
左 |
右 |
上 | 进油;滤油器1→泵2→阀3→阀5左位→油路22. 17一阅16→阀15→油路11→油缸10左腔 回油;油缸10右腔→油路9、23→阀5左位→油路 19→阀20→阀21→油箱 | 进油:滤油器1→泵2+油路6→电磁阀7左位→单向阀1→阀5左端 回油:阀5右端→节流阀L₂→阀7左位→油池 |
死档 铁停 留 (进 给停 止) |
滑台碰上死挡铁 |
十 |
一 |
十 |
左 |
左 |
右 |
上 | 进油:滤油器1→泵2→阁3→阀5左位→油路22,17→阀16→阀15→油路11→油缸10左腔 回油:油缸10右腔一油路9、23→阀5左位→油路 19→阀20→阀21→油箱 | 进油,滤油器1→泵2→油路6→电磁阀7左位一单向阀I₁→阀5左端 回油:阀5右端→节流间L₂→阀7左位一油池 |
滑台快退 |
压力继电 |
十 |
十 |
右 |
右 |
左 | 上下 | 进:泵2→阀3→油路4→阀5右位→淮路23、19→油缸 10右腔 回:缸10左腔→油路11→阀12(阀13)→油路17,22 →阀5右位→油箱 | 进:泵2-油路6→阀7右位→单向阀I₂→阀5右端 回;阀5左端→节流阀L₁→阀7右位一油池 | |
原位停止 |
挡块压下行程开关 |
中 |
中 |
右 |
下 |
油泵2→阀3→油路4→阀5 位受阻,泵压力升高,流量变小 | 进油:泵2+油路6→阀7中位→受阻回油:阀5左端一节流阀L 阀5右端一节流阀L₂阀7中位→油池 | |||
③滑台油缸10本身的故障:例如油缸因安装别劲,密封调得过紧,污物卡住活塞及活塞杆等原因,造成压力油推不动滑台油缸10。此时可查明原因,根据情况予以排除。
④滑台导轨面的压板或镶条压得太紧,或有异物落在导轨面上,使油压力挫不动油缸。可检查和调整导轨间隙,并注意油缸10的安装精度,清除导轨面上异物,导轨拉毛严重者重新铲刮,使手推滑台(断掉油缸)能灵活移动。
⑤单向阀18卡死在关闭位置。拆修阀18。
2)滑台能快进,但快进速度不够
①如果是泵输出流量不够,则修理泵或更换泵;
②如果是滑台油缸两腔串腔,则拆开油缸,更换活塞密封,并注意防止油缸别劲现象;
③阀8卡死在通电位置,油缸进油只能通过调速阀16与15进入油缸,速度自然很慢,可拆修阀8。
3)滑台能正常快进,但不能由快进转一次工进
①快进转一次工进的行程阀13未被压下,这多半是撞块松脱或修理后漏装的缘故,可压紧撞块和补装挡块。对于其它不是采用行程阀而是采用电磁换向阀进行速度转换的滑台,则要注意电磁铁断线、电路不通和阀芯被卡死等情况。
②因使用日久,顶压二位二通机动换向阀13的撞块严重磨损或者撞块错位而不能完全压下阀13的阀芯,油路17→11的通路不能彻底切断,还有一股较大油液经油路11进入缸10,速度降不下来。此时应更换或补焊擅块;
③同上述的故障1)之①。
④单向阀12密封性差,或者阀芯卡死在大开度位置,使油路17→11的油路相通,一股油液经油路11进入缸10,而不能使速度慢下来,可拆修单向阀12。
4)滑台能快进转一次工进,但无第二次工进(二工进速度由阀15调节)
①由一次工进转二次工进的行程开关没有被压下,或阀8的电磁铁因电路接触不良、断线等故障,3DT不能通电,油路17来油仍可经阀16、阀8进入缸10,而只有经阀16调节的一工进速度。可检查和调整二次工进的行程开关位置,并检查电路、行程开关及电磁铁3DT的接触情况,对造成电路断开的原因予以排除。
②二次进给调速阀15开口未调好,阀15的开口应调得比阀16的小,才会有二次工进速度。
③阀8的复位弹簧太硬,3DT推不动阀芯,无二次工进。如3DT为交流电磁铁,伴随有严重的发叫(嗒—嗒一)声,可更换成合适的弹簧。
5)只有二次工进没有一次工进
①阀8弹簧漏装或折断,或阀芯卡死在通电位置,可更换或补装合格复位弹簧,修复阀8;
②阀16的开度调得比阀15的小,可适当加大阀16的开度(调节手柄旋松)。
6)滑台快进转工进时有冲击
可参阅§9-5进行故障分析与故障排除。
7)滑台工进时有爬行或跳跃运动现象
可参阅§10-4分析爬行产生的原因以及消除爬行的方法,进行有关处理。
8)滑台工进时力量不够或根本无力
①液控顺序阀(卸荷阀)20的阀芯因磨损等原因,阀芯配合阀隙较大,由油路4引来的控制油经控制油路24进入阀20控制腔,因阀芯间隙大,进入阀20控制控的油经阀芯间隙再经背压阀漏往油箱,使泵2输出的压力油部分泄压,压力上不去,使滑台工进时无力。此时应修理或更换阀20。
②工进时,单向阀18应关死,当阀18密封锥面因拉伤或污物粘附等原因不与阀座密合时,油路①进入缸10的压力油通路)的压力油经阀18、阀20(工进时打开)、阀21流回油箱,当阀18开度微小时,滑台工进时力量不足;当阀18开度较大时(如卡死)则工进时根本无力。此时应确保阀18能密合,才能使进入缸10的压力油不卸压。
③调速阀16或15的开口被堵塞或者调节不当而关死,出现工进时根本无力推动缸10,此时可检修或合理调节调速阀16与15,并根据情况更换于净油液;
④调速阀16与15中的减压阀卡死在小开度或关闭位置,前者造成滑台工进时缸10推力不够,后者根本不能推动缸10,此时可拆修调速阀,必要时予以更换。
⑤油泵2故障:输出压力和流量不够,可参阅§3-4二(一)、(二)作出处理。
9)动力滑台工进未完就快速退回
①电路设计不合理,行程开关与压力继电器无联锁保险回路,二者中只要有一个动作,油缸10就要后退,可参阅§5-5二(二)1.所述内容及图5-73与图5-74作出处置。
②压力继电器14压力调节不当,误发讯号,可参阅§5-5二(一)的内容对压力继电器(组合机床大都用DP型)进行正确的调整
10)滑台工进到终点需要延时但不能延时便返回,或延时时间过长
如§5-5一、所述,压力继电器分为有延时和不能延时之分,本动力滑台中使用的压力继电器为DP63型,无延时调节装置,因而到达终点后,只要压力超过压力继电器14的调节压力,马上快退,解决办法是在电路中想办法,即阀14先发信给延时继电器,经延时后,再发信给2DT,使2DT通电阀5换向后,滑台才返回,也可改用带延时调节装置的压力继电器,或者在图11-5所示的b处增装一小型号的单向节流阀进行延时调节。
当时间继电器调节的延时时间太长,或压力继电器的延时装置调节不当,都会出现延时过长的现象,可
重新进行调节
11)滑台工进到底后,不能快速返回或者不返回
①返回的行程开关没有被压下或电磁铁线圈断线或控制电路未导通,使2DT不能通电,可检查和调整行程开关位置,检查电路的情况和电磁铁不能通电的原因,须一—排除;
②查明压力继电器14和行程开关发信的联锁情况,是只要当中一个发信还是需要二者同时发信后,2DT才能通电做返回动作;
③返回行程开关接触不良,造成返回电磁铁2DT不动作,可修复或更换返回行程开关。
④电液阀的阻尼调节螺钉(节流阀L₁)拧得过紧,但节流阀L,尚未完全关闭,会出现滑台返回延时过长的故障,完全关闭则不能返回;
③阀5的阀芯卡死在左位,使阀5的右位职能不能接入工作使缸10作返回动作,要拆修阀5。
⑥3DT未断电,行程阀13未被压下,可分别做出处理。
12)滑台返回时换向冲击
①电液换向阀的换向停留时间调节不良,即节流阀L₁开口调得过大,失去了阻尼作用,可适当关小节流阀L₁;
②单向阀1₁不密合,或漏装钢球,可换新钢球,并使之与电液阀阀盖上之阀座密合,可用铆头敲击使钢球与密封锥面密合;
③控制电液阀换向的油压力过高,本系统直接用工作压力做为控制油,一般可在图11-5中a处装一小节流阀,减压。
滑台起动冲击则与此相似,只不过产生这一故障与节流阀L:开口调节过大和单向阀I₂不密合有关。
13)油温过高
这主要与系统压力调节过高,变量叶片泵性能差及油液粘度过大等因素有关,本系统采用的是联合调速方式,调节得当不会产生这一故障。
14)振动与噪声
①空气进入系统,须采取排气和防止空气进入等措施(参阅§10—7)。
②导轨润滑不良,以及组合机床其它部位刚性差、精度差等,可分析各种不同情况,做出不同的处理。
(三)液压回转工作台的故障分析与排除
1.液压回转工作台的基本结构与组成
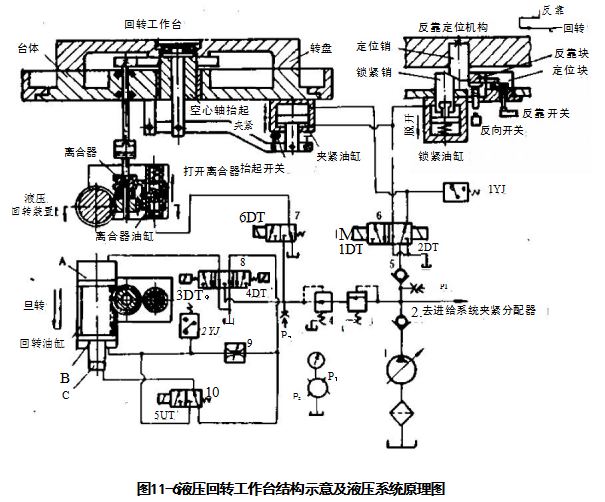
回转工作台是组合机床的一种输送工件的装置,用于多工位组合机床。各工位的夹具将工件夹紧在回转工作台台面上,由回转驱动装置使工作台转位,每转到一个工位,机床对工件进行一次加工。回转一周,加工全部结束。回转工作台的定位方式有反靠定位式、鼠齿盘定位式等多种,液压回转工作台的主要组成部分有:回转工作台部分、液压回转装置、反靠定位机构和其它油路系统等组成,其中:
1)工作台部分:包括转盘、空心轴、台体和夹紧油缸等。转盘和空心轴固连,空心轴和台体中心孔保持动配合。当夹紧油缸活塞上移将转盘抬起时,可通过回转装置使其转盘转位。
2)液压回转装置:包括回转油缸、齿轮、离合器和离合器油缸等。回转油缸活塞杆中部是齿条,与空套在回转台传动轴上的齿轮相啮合,爪式离合器与回转台传动轴用导向平键联接。离合器与齿轮的结合或脱开,由离合器油缸来控制。离合器结合时,齿轮的运动可通过离合器经传动轴使转盘转位;离合器脱开时,齿轮在传动轴上空转。
3)反靠定位机构:包括定位销、反靠块、定位块和锁紧油缸等。此机构的作用是使转盘转位后得到准确定位。转位时,定位销通过定位块的缺口,压下并越过反靠块,随即反转靠紧在反靠块上,反靠块又靠紧在定位块上,然后由锁紧油缸锁紧,从而得到准确的定位。
4)油路系统:包括变量泵(常用变量叶片泵)、油缸和各种控制阀等,起驱动、夹紧及控制回转工作台的作用。
2.液压回转工作台的工作原理
I)原位停止:各电磁铁均不通电,各阀所处状态如图11-6所示,油泵1排油经二位五通换向阀6进入回转台夹紧油缸的无杆腔,通过杠杆将转盘夹紧。此时离合器结合,锁紧销锁紧。
2)转盘抬起:电磁铁1DT瞬时通电,换向阀6的左位接入系统。油泵来油经阀6进入回转台夹紧油缸的有杆腔,通过杠杆将转盘抬起,同时压力油也进入锁紧油缸将锁紧销拔出。
3)转盘转位:转盘抬起时,压下抬起开关发出信号,3DT通电,阀8左位接入系统。油泵来油经顺序阀3,减压阀4,换向阀8进入回转油缸A腔,推动齿条活塞移动,通过齿条、齿轮、离合器、传动轴的大小齿轮使转盘转位。回转油缸B腔和C腔回油,先经换向阀10再经阀8左位流回油箱,当活塞移动一段距离后,活塞头部的小圆柱体插入C腔,这时B腔回油只能通过节流阀9、阀8流回油箱,所以转盘转动是先
快后慢,以减少冲击。
4)转盘反靠定位:转盘转过一定角度以后,压下并越过反靠块,使反向开关发出信号,于是电磁铁3DT断电,4DT、5DT通电,阀8的右位接入系统,油泵排出的压力油经阀3、4、8和节流阀9进入缸B及C腔,使转盘慢速反向转动,直至定位销靠在反靠块上,反靠块又靠在定位块上为止。
5)转盘落下夹紧;转盘反靠定位终了时,通过杠杆压下反靠开关,同时系统压力升高使压力继电器2YJ发出信号,使2DT瞬时逋电,阀6右位接入系统,油泵排油经阀b进入夹紧缸无杆腔,转盘落下夹紧。此时,锁紧油缸进油腔与油箱接通,锁紧销在弹簧力的作用下将转盘锁紧。
当压力油进入夹紧油缸无杆腔推动活塞开始下移时,放开了拾起开关,发出信号,使4DT和5DT断电,6DT通电,阀8处于中位,阀10右位接入系统,阀7左位接入系统,油泵来油经阀3、4、7进入离合器油缸,将离合器打开,为回转油缸的活塞返回作好准备。
6)动力部件开始工作循环:转盘夹紧后,系统压力上升到压力继电器1YJ预调压力时,发出讯号,使动力部件(如滑台)进入工作循环。1YJ发信还使4DT通电,换向阀8右位接入系统,油泵排出的压力油进入回转油缸C腔及B腔,推动活塞返回原位,为下次转位作好准备。至此,回转台完成了一次自动分度转位循环。
当动力部件完成一个工作循环退回原位后,发出信号,使回转分又开始下一个分度转位循环(表11-2)
表11-2
工作循环步骤 | 动作元件 | |||||||
1DT | 2DT | 3DT | 4DT | 5DT | 6DT | 1YJ | 2YJ | |
原位 | 一 | |||||||
回转工作台抬起锁紧缸脱开 | 十 | — | — | 一 | -- | |||
回转工作台回转 | 十 | 十 | 一 | |||||
回转工作台慢速回转 | 十 | 十 | 一 | 十 | ||||
回转工作台反靠 | 十 | — | 十 | 十 | ||||
回转工作台夹紧、锁紧 | 一 | 十 | 十 | 十 | 十 | |||
发信号,使机床加工开始 | 十 | 十 | 十 | 十 | 十 | |||
高合器打开 | 一 | 十 | ||||||
回转装置返回 | 十 | 十 | ||||||
3.故障分析与排除
1)转盘(回转工作台)不能抬起
①因电路故障,电磁铁1DT未能通电,应查明原因,排除电路不通的故障;
②夹紧缸密封失效,造成夹紧油缸无杆腔和有杆腔严重串腔,压力上不去,而转盘加上工件又较重,抬不上转盘。此时应查明夹紧油缸串腔的原因,于以排除;
③杠杆连接销脱落,查明后补装。
2)转盘不转位
①当上述故障1)转盘不能拾起故障存在时,因转盘尚处于夹紧状态,负载很大,而不能转位,可按上述方法排除;
②因抬起开关未被压下,拾起开关触头接触不良以及断线等原因,不能使3DT通电,可查明原因,予以排除;
③顺序阀3的阀芯卡死在关闭位置,无压力油进入后续油路,可拆修顺序阀3,予以排除(参阅85-3);
④减压阀4调整压力过低,使经减压后的油液压力太低,不能推动回转缸回转,可正确调整,并参阅§5-4二、(二)排除减压阀4出口压力很低的故障;
⑤3DT未能通电或者3DT虽通电,但因阀8的阀芯卡死,不能使阀8左位接入系统,此时可检查电路并拆修阀8;
⑥阀7卡死在通电位置,或者此时6DT未能断电,使离合器呈脱开状态,此时回转油缸虽然动作,但由于离合器脱开,不能使转盘回转。此时6DT应为不通电工况;当阀7卡死时可拆修,复位弹簧漏装或折断者应子以更换或补装。
3)转盘转位时速度很慢
①阀10因复位弹簧力不够或弹簧折断等原因,阀芯卡死在其电磁铁5DT逋电的位置,回转缸B腔回油快排油路被切断,因而无快速回转。可拆修阀10,更换合适的复位弹簧;
②回转油缸内泄漏较大,有效推动回转缸的流量相对变小,因而转盘回转慢。此时可拆修回转油缸,排除内泄漏故障。
4)转盘转位时,只有快速,而无慢速
转盘转位时,正确的动作是先快后慢。如无慢速,原因只一个,即节流阀9的开度调得过大,可关小节流阀即可。
5)转盘无反靠定位动作,转盘分度不准。
转盘的分度准确性是多工位组合机床为保证加工精度所必需。本回转台采用的方法是先有意让转盘转过头一点,再返回(反靠)一点,可消除间隙,保证定位精确。但当反靠块未被压下,反向开关未能发出电信号,从而不能使3DT断电,4DT、5DT通电时,即不会产生反靠动作。此时应查明反靠块不能被压下的原因,并检查有关控制电路系统,使3DT能确保断电,4DT、5DT能确保通电。
5)转盘不能落下夹紧
①杠杆未压下反靠电开关,检查后予以排除;
②电路及压力继电器2YJ有故障,未能发出电讯号使电磁铁2DT瞬时通电。回转油缸回转终了后,回油路压力降低,此时2YJ为失压发信,电路稍为复杂些,应查明电路故障的原因,并检查反靠开关与2YJ控制电路的联锁情况,并查明电磁铁2DT本身是否因断线而不能瞬时通电的各种故障情况。
7)回转工作台一切动作完了后,不能转入动力部件(如液压滑台动力头)的工作循环
本回转台与其它动力部件的动作联系全仰仗压力继电器LYJ。即当转盘夹紧后系统压力升高,当升高到1YJ的调定压力时,压力继电器动作,发出电信号给其它后续工作的动力部件。所以当压力继电器1YJ有故障或有关电路发生故障便会导致这种动作转换故障。
(四)组合机床示例——镗孔车端面组合机床
图11-7所示为某镗孔车端面组合机床液压系统图。此机床实际上可用图11-5所示的YT4543液压
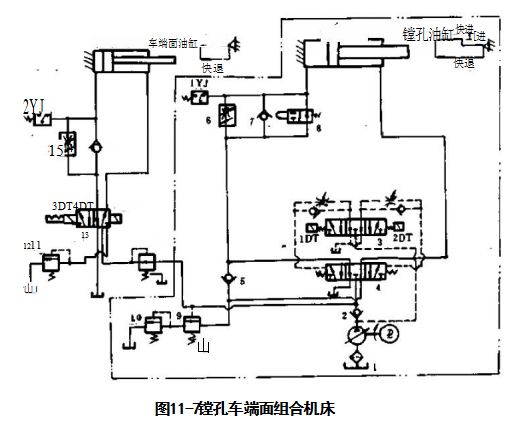
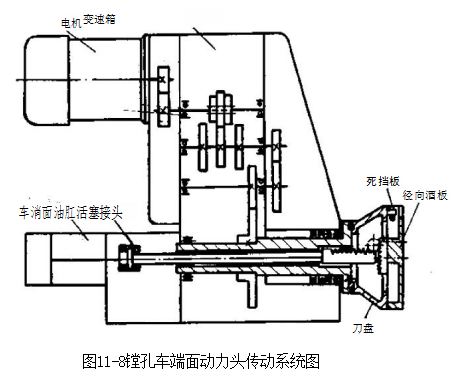
滑台与TC系列镗孔车端面头组合而成。图11-7中的双点划线部分完全可用YT4543液压滑台代替,在滑台上安装镗孔车端头便组合了该机床。镗孔车端面动力头如图11-8所示。
因而镗孔车端面组合机床的故障排除可参阅YT4543液压滑台的故障及排除。
更复杂一点的组合机床由多个液压滑台与液压回转工作台组合而成,其故障排除显然是二者的综合。
对于多台组合机床构成的生产线是多台组合机床加上工件输送装置组成。电气更复杂,要减少故障,特别要注意电、液压、机械之间紧密的联系,只有在三者有机结合的基础上,才能解决设计、使用和故障排除方面的问题。
随便看看
- 2024-09-20神钢SK200-8挖掘机故障代码(发动机系统)传感器系统
- 2024-09-13行走速度切换开关-挖掘机驾驶装置篇
- 2024-09-18起动机-工程机械电器系统
- 2024-09-26运行条件对柴油发动机燃 烧的影响
- 2024-09-18电流-电路基础知识