
节流阀的故障排除与修理
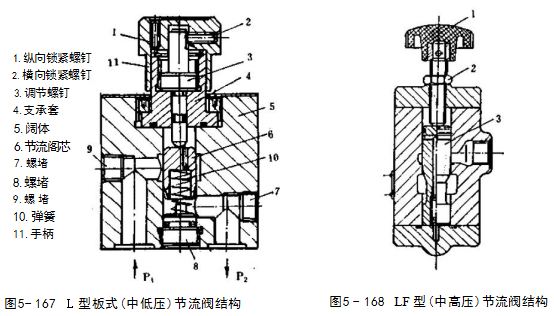
节流阀利用通流截面积的改变来调节通过流量,以实现对执行机构运动速度的无级调速。节流阀结构简 单紧凑,在一般油路中足以可满足工作需要。但节流阀前后的压力差随负载的变化而变化,负载的变化影响 速度的稳定,因而不适用负载变化较大或对速度的稳定性要求较高的液压系统中。
目前国内生产的节流阀系列有中低压系列 (L 型)和中高压系列 (LF 型),中低压系列工作压力为 6.3MPa, 流量有10 、25、63、1001/min 几种,中高压系列有21MPa 与32MPa 两种压力级,按通径分为10、 20 、32mm三种。均有管式和板式两种安装形式。
图5—167与图5—168为其结构图例。
故障分析与排除
(一)节流作用失灵,使执行元件不能变速或者速度变化范围不大,宪全关闭时,油缸不动作
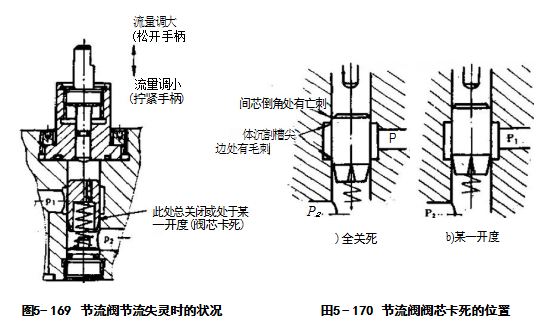
这种故障现象表现为:当调节手柄时,节流阀出口流量并不随手柄的松开或拧紧而变化,使执行元件的 速度总是维持在某一值(随节流阀阀芯卡死在何种开度位置而定),完全关死时,执行元件不动作。导致节 流作用失灵的原因和排除方法有:
① 节流阀芯因毛刺卡住或因阀体沉割槽尖边及阀芯倒角处的毛刺卡住阀芯。此时虽松开调节手柄带动 调节杆上移,但因复位弹簧力克服不了阀芯卡紧力,而不能使阀芯跟着调节杆上移雨上抬(图5-170)。当 阀芯卡死在关闭阀口的位置,则无流量输出,执行元件不动作;当阀芯卡死在某一开度位置,只有小流量输 出,执行元件只有某一速度。
② 因油中污物卡死阀芯或堵塞节流口。油液很脏,工作油老化,油液未经精细过滤,这样污染的油液 经过节流阀,污染粒子楔入阀芯与阀体孔配合间隙内,出现同上述相同的节流失灵现象。
③ 因阀芯和阀孔的形位公差不好,例如失圆有锥度、造成液压卡紧,导致节流调节失灵,目前L 型节 流阀阀芯上未加工有均压槽,容易产生液压卡紧。
④ 因阀芯与阀体孔配合间隙过小或过大,造成阀芯卡死或泄漏大,导致节流作用失灵。
⑤ 设备长时间停机未用,油中水分等使阀芯锈死卡在阀孔内,重新使用时,出现节流调节失灵现象。
⑥ 阀芯与阀孔内外圆柱面出现拉伤划痕,使阀芯运动不灵活,或者卡死,或者内泄漏大,造成节 流失灵。
解决节流调节失灵的方法是:
① 用尼龙刷等去毛刺的方法清除阀孔内的毛刺,阀芯上的毛刺可用油石等手工精修方 法去除。
② 对阀孔失圆或配合间隙过小,可研磨阀孔修复,或重配阀芯。
③ 油液不干净时,需采取换油,加强过滤的措施。
④ 阀芯轻微拉毛,可抛光再用,严重拉伤时可先用无心磨磨去伤痕,再电镀修复。
(二)流量虽可调节,但调好的流量不稳定,从而使执行元件的速度不稳定,特别是在流量调节范围最
低值(最小稳定流量)和节流阀的进出口压差为最低工作压力值时尤以为甚
这种故障现象表现为:当节流阀调节在某一节流开度,并锁紧好调节螺钉后,出口流量却仍然不断变化 使得执行元件的运动速度出现时快时慢,或逐渐减慢,或逐渐增快及突跳等速度不稳定的现象。
引起流量不稳定的主要原因是节流口部位“堵塞”、锁紧装置松动、油温过高以及负载压力变化大等原 因,具体如下:
① 油液未经清密过滤,油中杂质堆积和粘附在节流通道壁上,通流面积减少,使执行元件速度减慢,完 全堵死,造成“断流”;污物被冲走,则造成“突跳”。
② 由于油液中极化分子和金属表面的吸附现象造成堵塞,油液中分子链由于带电和互相吸引,会使一 端带正电,一端带负电,分子链会因此而越来越长,越来越大,加上金属表面有电位差,会吸引这些极化分 子链,在节流缝隙和开口处形成了一层牢固的边界吸附层,其厚度可达5~10μm,它破坏了节流缝隙原来 的几何形状和大小,而且对矿物油,这个吸附层是灰色纤维层组织,它在受压时会周期性地遭到破坏。使流 量出现周期性的脉动。
③ 压力油通过节流缝隙时要产生压力损失,它使油温局部升高,油液氧化变质,在节流口部位析出胶 质、沥青、炭渣等物,附于节流口壁面,使有效通流面积减少,甚至堵塞。
④ 混在油液中的机械杂质(如尘埃、切屑粉尘、油漆剥落片等),以及油液劣化老化生成物,通过节流 缝隙时造成堆积,堵塞节流通道,造成流量不稳定。
⑤ 节流阀调整好并锁紧后,出于机械振动或其它原因,会使纵横向锁紧螺钉松动(图5—171),随之 调节杆在支承套上旋转松动,使节流阀的开度发生政变,引起流量变化。
⑥ 油温随着机床运行时间增长而升高,油粘度相应 降低,通过节流开口的流量增大,但也可能因内泄漏增加 而减少,出现流量不稳定的现象。
⑦ 系统负载变化大,导致油缸工作压力变化,而节 流阀没有像调速阀那样的有压力反馈补偿装置、这样流 经节流阀的压差会发生变化,由于Q=cA△Pm 可知,由 于△P 变化,Q 将发生变化。
⑧ 节流阀阀芯采用间隙密封,由环状间隙流量公式 可知,必然存在内泄漏。当因磨损使配合间隙增大后内泄 漏也将增大。并且这种内泄漏随各种因素(如油温)的变 化而改变,因而影响流量的稳定性,特别是小流量时。
⑨ 系统中混进了空气,使油液的可压缩性大大增 加,时而压缩,时而释放,流量不稳定。
节流阀的外泄漏大,造成流量不稳定。 解决流量不稳定的办法有:
① 设计上采取一些抗“堵塞”的措施:
i) 采用电位差小的金属作节流阀,实验指出,钢对 钢比铜对铜好,铝最差。因此L 型LF 型节流阀为钢对铸
铁,电位差较小。
ii) 要求过流很小时,对油液要精滤,即在节流阀前应安设滤油器,保持油液干净和注意换油。
iii) 减少通道湿周长,扩大水力半径,可使污物不易停留。圆形孔最好,正方形次之,正三角形再次之 最差的是矩形,从工艺角度出发,L 型节流阀通道为三角形。
iv) 薄刃口节流口比狭长缝隙节流口的抗堵塞性能好,狭长通道容易积留污物和极化分子,但前者加工 工艺复杂。
② 保证节流阀芯与阀孔合理的配合间隙,不能过大或过小,工业用液压元件阀芯与阀体孔的配合间隙 推荐为表5 — 9所示。
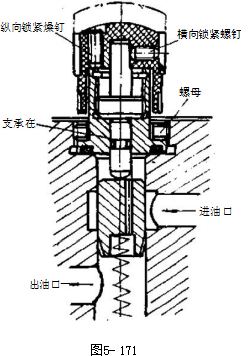
表5—9 阀芯与阀体孔配合间隙推荐表
阀芯直径(mm) | 孔 公 差 ( m ) | 阀芯公差(gm) | 最小间隙(μm) | 最大间隙(μm) |
6 | 6 | 4 | 5 | 12.5 |
12 | 7.5 | 5 | 6 | 17.5 |
19 | 10 | 6 | 7.5 | 23.5 |
25 | 12.5 | 7.5 | 12.5 | 32.5 |
50 | 15 | 10 | 20 | 45 |
75 | 20 | 12.5 | 25 | 57.5 |
100 | 20 | 12.5 | 32 | 64.5 |
③ 清洗节流口,查明油液污染情况,采取换油等措施。
④ 对于因负载变化而产生时快时慢的现象,可改节流阀为调速阀。
③ 消除机械振动的振源,可使用带锁调节手柄的节流阀。
⑥ 排除系统内空气。减少系统发热,更换粘度指数高的油液等。
(三)外泄洞
节流阀的外泄漏主要发生在调节手柄部位,另外还有工艺螺堵,阀安装面等处。 产生外漏的主要原因和排除方法是:
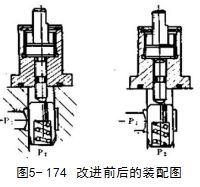
① 调节杆上M30×3 左螺纹与C8h₉ 、O4.6+0-2 、O 形圈槽不同心,产生外漏(图5—172)或者支承
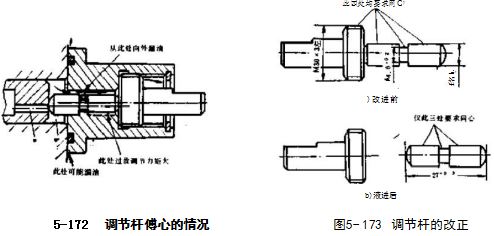
套0形圈凹槽过深,产生泄漏,此时可将调节杆改为两件,这样同心度容易保证(图5—173与5-174)。
② 调节杆上O 形圈沟槽尺寸不对,使得密封不良,从调 节杆螺纹处外漏。
③ a 孔堵塞,b 腔困油压力增高而外漏。此时应清洗,使 a 孔畅通(图5—172)。
(四)内泄漏
产生内泄漏大的原因主要是节流阀芯与阀孔的配合间隙 太大或使用过程中磨损严重,以及阀芯与阀孔拉伤有沟槽(特 别是轴向沟槽),还有油温过高等诸因素造成。
排除方法是可检查阀芯和阀孔的配合间隙应保证在 0.007~0.015mm 的范围内。如果磨损严重或拉伤有沟槽,则 须电镀或重新加工阀芯进行磨配研。
三 、节流阀的使用
①节流阀安装在阀板上的要求同溢流阀。
②进行流量调节时,对L 型节流阀,先松开纵横向调节螺钉,对LF 型节流阀,先松开锁紧螺母,当 手柄按顺时针方向旋转,流量减少,手柄按反时针方向旋转,流量增大。调定好流量后,运行一下,符合要 求后应拧紧上述锁紧螺钉或锁紧螺母。
③L 型节流阀为内泄式。LF 型节流阀为外泄式,其外泄油口L 应直接接回油箱,而且应畅通,否则 当部分畅通(背压大),则手柄调节力增大;若外泄油口堵死,则无法调节。
④对管式或螺纹连接形式的阀,有两个进油口,使用时可将其中任意一个作为进口(P₁), 另一个不需 要时用螺堵塞死。
⑤节流阀用于进油节流调速、回油节流调速和旁路节流调速三种基本回路中,另外节流阀还可用作背压阀用。
四 、节流阀的修理
( 一)阀芯
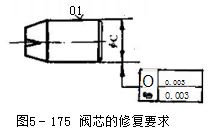
磨损严重和拉伤厉害的阀芯需修理时,可先在无心磨床上 用贯穿磨削法磨去0.05~0.10mm, 然后电镀或刷镀一层硬铬,再用无心磨配磨,用氧化铬抛光青进行抛光、修复要求见图5— 175所示,这些年生产的节流阀与调速阀的节流阀芯相同。
(二)阀体
与其它阀一样,阀体主要是阀孔的磨损拉毛及孔精度丧失,可参阅§5—7的方法修复。图5—176为 L—25B 型节流阀阀体零件图,供参考。
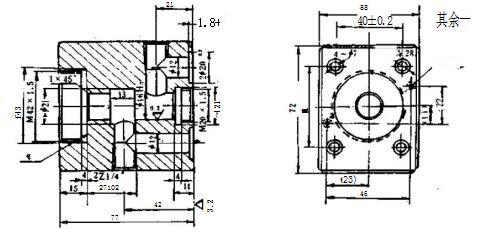
技术要求:1.铸件不得有砂眼气孔跤松等铸造缺陷; 2.O16H₇ 孔圆度柱度允差0.005;
3.螺孔M42×1.5 对端面q 要求工艺保证垂直;
4.螺纹孔口倒角1×120°,阀体外圈锐边倒钝(1×45°);
5. 材 料 ,HT200
图5- 176 L-258 型节流阀阀体图
(三)调节杆
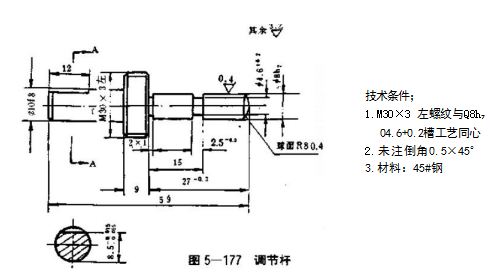
调节杆需要更换时可按图5—177进行加工,它也用于调速阀 (Q 型 ,QI 型)。
随便看看
- 2024-11-2625YCY14-1B型泵止推板的加工工艺过程
- 2024-09-20神钢 SK200-8 挖掘机显示屏显示故障代码(发动机系统)传感器系统
- 2024-10-31液压油的分类、牌号划分及规格
- 2024-11-06增压空气的冷却
- 2024-10-01XEM220LC型液压挖掘机的油温过高现象