
同步回路的故障分析与排除
在多油缸液压系统中,为了保证两个或两个以上油缸在运动中的位移相同或速度相同,就要采用同步回路。
同步回路中,从理论上讲,两个有效工作面积相同的油缸,在输入流量相等的情况下应能作出同步的运动,但实际上不可能完全同步即出现“不同步”故障。
出现这一故障的原因很多,主要有下列因素:
①油缸存在偏心负载和不稳定的变化负载;
②油缸的摩擦阻力不等;
③各油缸缸径误差和加工精度存在差异;
④油液的清洁度和压缩性;
⑤系统的刚性和结构变形不一致等等;
不同方案的同步方法中,可得到的同步精度是不同的,上述因素对不同的同步方案的影响也各异,下面具体说明:
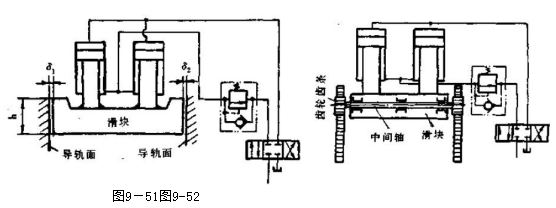
(一)机械强制式同步法的不同步故障(图9-51~图9-52)
这是采用机械联动强制多缸同步的方法,它简单可靠,同步精度高。下述原因影响同步精度(不同步):
①滑块上的偏心负载较大,且负载不均衡;
②导轨间隙过大或过小,以及问隙8₁≠0₂;
③机身与滑块的刚性差,产生结构变形;
④齿轮与齿条传动的制造精度差,或者在长久使用后磨损变形,间隙增大;
⑤中间轴的扭转刚性差等。
解决机械强制式同步装置不同步故障的措施有:
①尽力减少偏心负载和不均衡负载,注意装配精度,调整好各种间隙,各油缸尽量靠近、且保证平行放置;
②增强机身与滑块的刚性;
③当导轨跨距大和偏心负载大又不能减少时,可适当加长导轨长度h;必要时增设辅助导轨。例如在
滑块的中部设刚性导柱,在上横梁的中央辅助导轨内滑动,可大大加长导向距离,增加了导向精度,导轨作用力和比压降低;
④'油缸与滑块的联结采用球头联结,可减少偏心负载对同步精度的影响;
⑤合理选择滑动导轨的配合间隙。
(二)容积控制式同步回路的不同步故障
1.串联液压缸的同步回路(图9-53)
图中a)第一个油缸排出的油液被送入第二个油缸的进油腔(上腔),若两缸的活塞有效面积相等,便应能实现同步运动。下述原因造成不同步:
①两油缸的制造误差差异;
②两油缸密封松紧程度不
③空气混入,封闭在油缸两腔中的油液呈弹性压缩,及受热膨胀,引起油液体积不同的变化;
④两油缸的负载不等且变化不同;
⑤油缸的内部泄漏不一,特别是当油缸活塞往复多次后,泄漏在两缸连通腔内造成的容积变化的累积误差,会导致两油缸动作的严重失调,即严重影响到两油缸不同步。
排除办法
①尽力减少两油缸的制造误差,提高油缸的装配精度,各紧固件精密封件的松紧程度力求一致;
②松开管接头,一边向缸内充油,一边排气,待油液清亮后再拧紧管接头,并加强管路和油缸的密封,防止空气进入油缸和系统内;
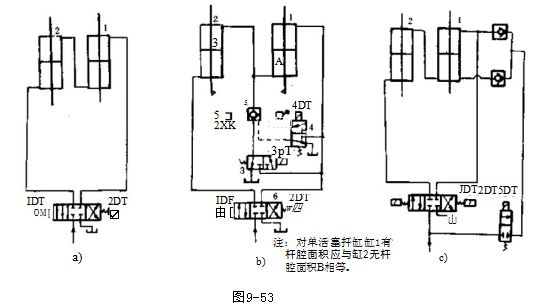
④采用带补偿装置的串联油缸同步回路,如图9-53中的b),在活塞下行的过程中,如果缸1的活塞先运动到底,触动行程开关1XK发讯,使电磁铁3DT通电,此时压力油便经过二位三通电磁阀3、液控单向阀5,向液压缸2的B腔补油,使缸2的活塞继续运动到底。如果缸2的活塞先运动到底,则触动2XK,使4DT通电,此时压力油经阀4进入液控单向阀5的控制油口,阀5反向导通,使缸1通过阀5和阀3回油,使缸1的活塞继续运动到底,消除了因泄漏积累导致不同步及同步失调的现象:
也可以采用图9-53c)的方法对失调现象进行补偿(如WB67Y-100型弯板机)。即两缸出现不同步
(即滑块底面与工作台面不平行)时,可将滑块放到下死点,或使上下模具接触,由按钮使电磁铁5DT通电压力油经二位二通阀及两单向阀向油缸充液,以恢复滑块与工作台平行。
2.采用同步缸的同步回路(图9-54)
这是用尺寸相同、共用一活塞杆的两个同步缸1与缸-2,向两个工作腔供给同流量的油,从而保证两工作油缸5与缸6运动同步的回路,同步精度可达1%。
这种回路不同步(或同步精度差)的原因主要是:同步缸的制造误差、工作油缸的制造误差和系统泄漏、工作油缸行程太长及高压下负载又不均匀时,会产生一个缸先行到底的不同步现象。为此,可在同步缸的两个活塞上各装有一对左右成套的单向阀3与阀4,供行程端点处消除两工作油缸的位置误差之用。其作用情况是:当换向阀左位接入回路时,同步缸的活塞右移,它的两个右腔的油分别推动缸5和缸6的活塞下行;当同步缸的活塞到达右端点位置时,阀3和阀4右端的两个单向阀被顶开,压力油推开其左端两个单向阀中的一个,向尚未达到行程下端点的那个油缸“补油”,使其活塞亦到达其行程的下端点。反之、当换向阀右位接入回路时,工作缸5和缸6的活塞上行,它们上腔中的油推动同步活塞左移,使之在到达端位时,将阀3和4左端的两个单向阀顶开,让尚未到达行程上端点的那个油缸的上腔通过同步活塞上右边两个单向阀中的一个接油箱,进行“放油”,这样就可使两工作缸的活塞都到达其行程的上端点,避免了误差积累造成的不同步以及动作失调现象。
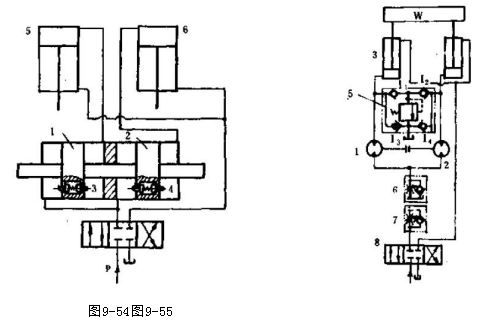
3.采用等排量油马达的同步回路(图9—55)
两个转轴相连、排量相同的油马达1和2分别与有效工作面积相同的两个油缸3和缸4接通,它们控制着这两个油缸的进、出流量,使之实现双向同步运动。组合阀(四个单向阀与一个溢流阀)5为交叉补油油路,为消除两油缸在行程端点位置误差用。阀6与阀7为两油缸双向调速用,产生这种回路不同步的原因有:
①液压马达1和2的排量差异;
②两油马达容积效率的差异;
③两油缸3与4负载的差异,即负载不均,引起两油马达排量的变化,是不同步的关键。两油马达进口压力是一样的,由于通过共同轴转动相互传递扭矩,所以其压力按平均负载确定。当油缸的负载相等时出口压力也相同,两油马达的前后压差相同,故其内泄漏很相近,两油马达同步旋转时输出的流量就很接近。
但是当两油缸负载不相等时,出口油压便不同,两油马达的前后压差就不相同了,不仅压差大小不同,压差的方向也异,负载重的油缸一侧的油马达的出口压力可能高于进口压力,其作用实际上已变成一台升压用的第二级油泵。此时两油马达的压差方向相反,所以它们的内泄漏差别就较大,油缸负载差异越大,油缸运动的同步性也就越差。
排除这种不同步故障的方法有:
①尽量设法使两油马达的排量一致。选用柱塞式油马达利于修正柱塞长度尺寸,达到其排量一致;但完全一致很难办到;
②挑选容积效率差异不大的油马达,并排除两油缸泄漏故障;
③避免这种同步系统用于两缸负载相差很大的回路。对于负载相差较小采用这种同步方式的回路,也要有在油缸行程端点消除位置误差的油路。图9-55中的组合阀5便起这种作用:当缸3与缸4向上运动时,若缸3的活塞先行达到行程端点并停止运动,油马达1排出的油经单向阀I₁和溢流阀流回油箱,而油马达2排出的油仍继续输入缸4下腔,推动活塞继续运动直到行程端点为止。反之,当两缸活塞向下运动时,若缸3的活塞先到行程端点,则缸4的活塞在压力油的作用下继续向下运动,其下腔排出的油使油马达2转动,并带动油马达1同步旋转。此时,油马达1经单向阀I₂从油箱中吸油,直到缸4活塞到达其行程端点时为止。
如上所述,这种同步方法同步精度约为2~5%,且用于两油缸负载比较均匀的场合。
(三)流量控制式同步回路的不同步故障
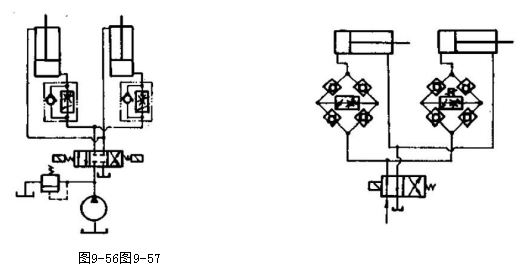
1.用调速阀控制并联油缸的同步回路(图9-56)
这种同步方法同步精度一般为5~7%左右,再大视为不同步故障。产生原因有:
①调速阀受油温变化影响,造成进入油缸的流量差异;
②两调速阀因制造精度和灵敏度差异以及其它性能差异导致输出流量不一致;
③受两油缸负载变化差异的影响最大,负载的不同变化导致油缸工作压力(即调速阀出口压力)的变化,进而影响到油缸泄漏量的不同和流量阀进出口压差的变化,使缸的流量发生变化而导致不同步;
④工作油液的清洁度影响,导致两调速阀节流小孔的局部阻塞情况各异和调速阀中减压阀的动作迟滞程度不一,影响输入缸的流量不一,产生不同步,
排除方法是:
①控制油温,并采用带温度补偿的调速阀
②从多个调速阀中精选性能尽可能一致的调速阀,调速阀尽量安装得靠近油缸;
③避免在负载差异和变化频繁的情况下采用这种同步方法;
④加强油污染管理,增设滤油器,必要时予以换油;
⑤采取消除不同步积累误差的措施,可参照图9-55中所述方法(“补油”或“放油”)进行。2,使用电液比例调速阀的同步回路(图9-57)
这种回路的同步精度较高,位置精度可达0.5mm,已能满足许多工作部件所要求的精度。由于在油缸进油路上装调速阀并采用单向阀组成的桥式整流油路,从而在两个方向可实现速度同步。当同步精度不理想时,原因如下:
①油温的影响;
②油缸泄漏和单向阀组的泄漏;
③负载变化频繁,比例放大信号反馈迟滞;
④比例放大器的误差大,
可针对上述情况采取相应措施。
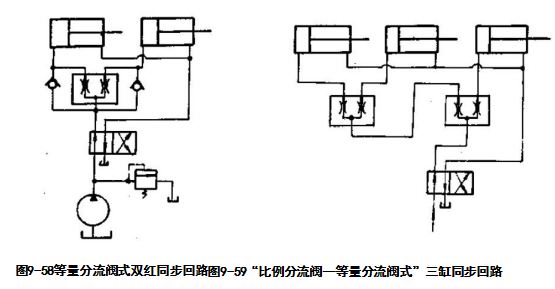
3.用同步阀控制的同步回路的不同步故障(图9-58、图9-59)
利用同步阀可使多个油缸得到相同的流量,从而使这几个油缸获得相同的运动速度而实现同步。这种方
法同步精度一般在2~5%左右。下述原因产生不同步故障:
①同步阀的同步失灵及同步误差大(详见§5-18、二的内容);
②油缸的尺寸误差、存在泄漏及泄漏多少不一
③油液不干净,造成同步阀节流口不同程度的堵塞;
④同步阀虽然可以对不同负载进行自动调节实现同步,但如果负载相差太大以及负载不稳定且频繁变化,影响同步精度。
排除方法是:
①参阅§5-18、二的内容,排除同步阀的“同步失灵”和“同步误差”大等故障;
②提高油缸加工精度,排除产生泄漏和泄漏不一致的故障;
③清洗与换油:
④尽量避免在两缸负载相差过大及负载频繁变化的情况下使用。
(四)伺服控制式同步回路
采用伺服阀或伺服泵来进行控制的同步回路,其同步精度可高达0.2~0.5mm。
1.何服阀式同步阀控制的同步回路
这种回路中,用分流集流阀进行粗略的同步控制(或不用),再用伺服阀调节进入两缸的流量(配油式)大小,或用伺服阀从超前的那个油缸的进油路的旁支分路上放掉一些油而实现精确同步。图9-60为液压折板机的放油式同步系统。从图可知,分流集流阀1实现液压缸的粗略同步,再通过张紧在滑轮组上的钢带5推动差动变压器6检测同步误差,经伺服放大器7控制电液伺服阀2,把超前油缸的进油路由旁路敢油。
从而保证精确同步。
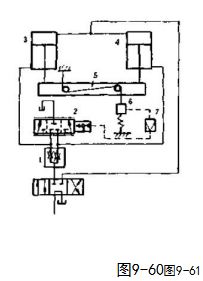
1.分流集流阀;2.电液伺服阀:3.油缸;
4.油缸:5.钢带;
6.差动变压器;7.何服放大器
此种回路产生不同步或同步不太理想的故障和排除方法如下:
①伺服阀的故障:其故障原因和排除方法见§6-3二的有关内容。
②伺服系统的制造精度、刚性和灵敏度差,查明原因,作出分析,逐一排除。
③同步误差检出装置不良:图9-60中为滑轮、钢带及差动变压器组成的误差检出装置不良。例如滑轮内孔磨损时,应予更换;钢带的拉紧松紧程度要适当;修复差动变压器等方法来排除。
④伺服放大器电路故障:查明原因予以排除。
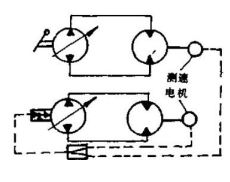
2.伺服泵控制的同步回路(图9-61)
用测速发电机检测两个油马达的转速,进行比较后,用放大的误差信号,控制伺服变量泵的输出流量从而实现两个油马达的速度同步。同步精度可达0.2~0.5mm,系统效率高,可适用于大功率同步系统。
随便看看
- 2024-10-28液压稳速回路
- 2024-09-20大宇-7部分故障码
- 2024-09-20小松挖掘机故障代码的含义
- 2024-11-12东芝阀介绍
- 2024-09-27一般型号挖掘机行走无力的原因与维修