
装配作业的程序
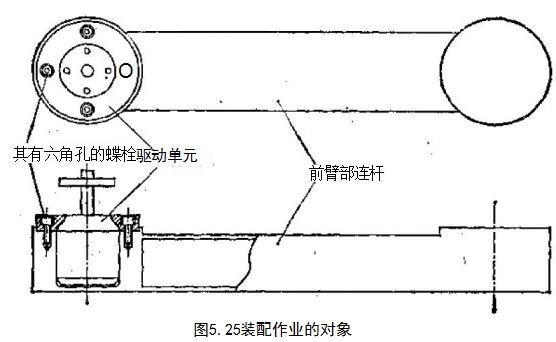
图5.25是它的装配图;零部件是成为臂的前臂部构造的连杆和驱动单元,及四根螺栓,驱动单元是将电机、齿轮、编码器一体化后,控制假想臂的手腕部回转的单元。下面我们来考虑一下,把这个驱动单元如图5.25.所示那样,组装在连杆所定的位置,并由四根螺栓固定,执行这样一个极简单的装配作业。
装配台
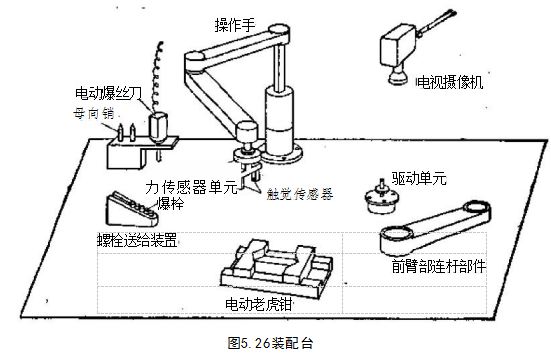
为了得到装配台的印象,其构成例可由图5:26给出,装配台由一根装有力传感器单元的假想臂、视觉系统、保持装配对象物的电动老虎钳、电动螺丝刀、导向销保持台、螺栓供给装置组成。这些零部件中,连杆与驱动单元放置在装配台上的规定位置,螺栓通过螺栓供给装置一根根地排列整齐后供给。
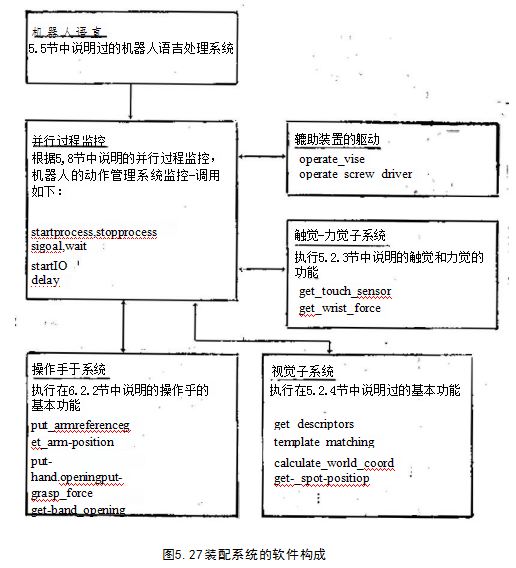
图5.27是这个装配系统整个软件的略图。另一方面,也可以把它看作是,表示从5.2节所介绍过的机器人的各个软件在系统内占有怎样位置的说明图,另外,在图内的各个方块内,还同时标明了在本章什么地方对该方块有说明。在图5.27中,对于操作手、视觉系统、触觉、力觉方块,都希望理解为是在5.2节中说明过的各个功能集的实现。在5.3节中说明过的并行过程监控实现时,运行时间监控管理着上述功能集的执行,另外在机器人语言方块中,实现了5.5节中叙述的那种语言处理系统。电动老虎钳和电动螺丝刀是进行装配作业时的辅助装置。这些装置的控制由机器人语言中的OPERATE语句描述,
装配的顺序
在编制装配作业的程序之前,先考虑一下有关装配作业顺序的大致情况。在装配方法中,虽然可以考虑各种不同的做法,但在这里,为了容易实现程序化,我们考虑一下按如下顺序执行装配作业的过程。
[1]将前臂部连杆装到老虎钳上。
[2]将两根导向销立起。
[3]用引导销导向,将驱动单元组装到连杆上。L4]用两根螺栓暂时固定(驱动单元),
[5]将两根导向销都拔出。
[6]轻轻固定剩下的两根螺栓。
[7]紧紧扭固四根螺栓,将驱动单元固定在连杆上。
[8]将装配好的东西从老虎钳上卸下,放置到规定地方。
导向销是一种辅助装置,它可以使前臂部连杆的四根螺孔,和驱动单元上四个孔的位置容易吻合。导向销的两端被加工成圆锥形,这就很容易插入孔中,由于这种精心设计,可以使销子插人孔中的作业程序颇为简单,再有,驱动单元与前臂连杆孔之间要有
适当的倒角,为了容易实现这种组合,就是对于零部件的细小形状也要给以注意后再设计,这是非常重要的。
随便看看
- 2024-09-20凯斯CX210--240挖机故障代码大全(液压及电子部分)
- 2024-10-04住友挖机使用常见故障代码
- 2025-01-08反相比例运算电路
- 2024-10-12辅助动力控制回路
- 2024-09-23管接头-液压传动基础知识