
液压阀芯的加工与修复
(一)阀芯的粗加工
阀芯的粗加工一般在普通车床、液压仿形车床上进行,小的阀芯也可在自动车床上进行。
阀芯的平衡槽(均压槽)可用排刀或梳刀加工。阀芯的一般加工工艺路线如图12-49所示。

(二)阀芯的精加工
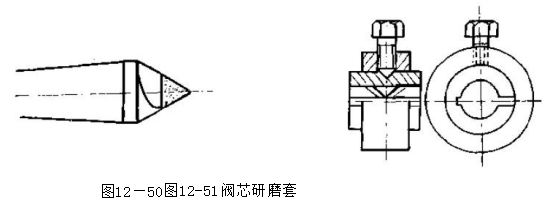
圆柱阀芯可在无心磨床上采用贯穿磨法进行,阶梯状的阀芯(如调速阀的减压阀阀芯)可在外圆磨床上进行,此时其工艺基准—中心孔在磨加工前须经研磨或在专门的中心孔磨床上加工。修复阀芯时可用图12-50所示的镀有金刚石的中心孔研具进行研磨。
为了降低阀芯外圆表面粗糙度,液压件生产厂家均有专门的无心研磨抛光机进行研磨抛光,这种方法生产率高,精度好。用户单位无这种专用设备,可用图12-51所示的研磨套研磨阀芯外圆。
随便看看
- 2024-09-23皮碗,油封-液压传动基础知识
- 2024-10-24PC200-5挖掘机斗杆缸活塞杆不能缩回故障的诊断
- 2024-10-04K3V系列液压泵的调节器内部结构
- 2024-12-23液压元件零件的去毛刺工艺
- 2024-10-04住友挖机使用常见故障代码