
液压元件零件的去毛刺工艺
任何一种机械加工方法均不可避免地都要在工件表面留下毛剌、飞边及尖棱等,液压元件的零件也不例外。毛刺会招致装配、使用性能、使用寿命、安全及外观等多方面的各种弊端。相对来说,液压件零件锐边较多,例如叶片泵转子是多槽零件,阀芯是多台肩零件,加上阀芯上切有数条均压槽,尖角锐边的数量远多于其它类机械零件,再加上阀体孔内均切有数条深割槽,孔穴较多,毛刺出现的位置较多,如不加清除或清除不干净,会使液压件性能降低,磨损加剧。严重的毛刺还可能造成整台昂贵的液压件因不正常磨损和拉伤而报废,经济上的损失大。去刺的方法很多,此处仅介绍液压元件目前常用的切实可行的几种去毛刺方法。
一、手工去毛刺
这是一种较原始的去刺方法,但目前在液压件单件小批生产以及维修中还普遍采用。这种方法一般使用刮刀、锉刀、刷子、油石砂条以及金相砂纸等来手工消除液压件尖边处的毛刺。
常用的手工去刺工具有图12—52所示的几种。
二、机械去毛刺
借助于机械和去刺工具,清除液压件尖边处的毛刺叫机械去毛刺。
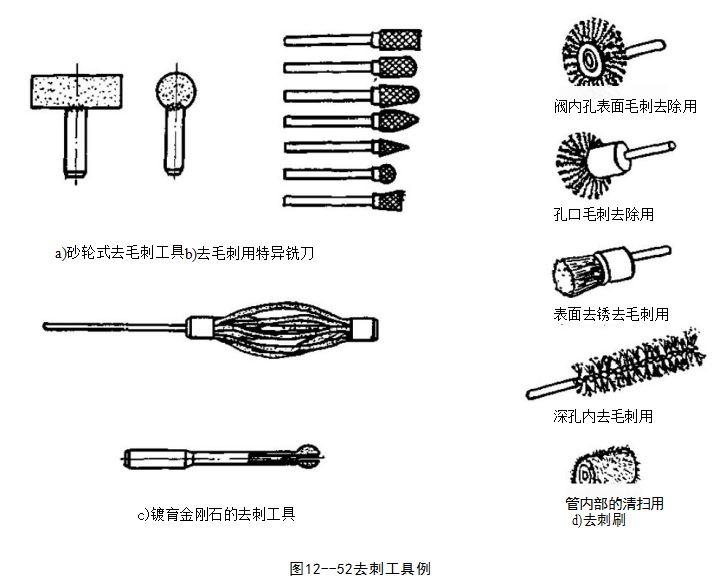
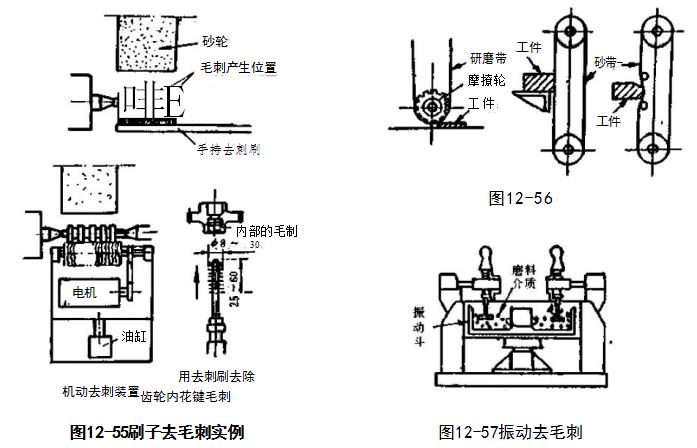
图12-53为用装在铣刀盘上的金属刷刷除粗加工时产生的毛刺的示意图。图12-55为利用机械和去刺刷去除如阀芯、齿轮泵齿轮内孔、阀体内孔等处的毛刺的示意图,去刺刷是用尼龙丝或植物纤维制作的刷子,并在尼龙丝的顶部粘有磨粒,或者将磨料熔于丝内,也有用高强度尼龙丝粘磨粒球的去刺刷。国内去刺刷已有专门厂家生产(图12-·54)。图12-55为用刷子去毛刺实例。
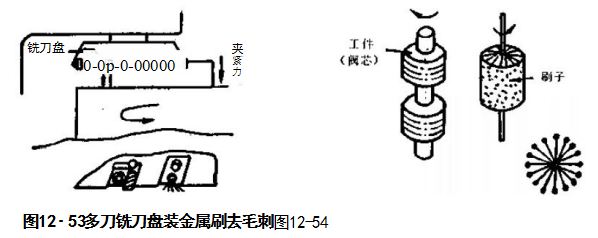
图12--56为砂带去毛刺装置,粘附在纤维砂带上的磨粒尖刃去除阀盖、阀板及密封圈窝平面上的毛刺。
图12-57为机械振动式去毛刺装置,偏心安装在料斗(振动斗)中,底部的电机使料斗振动,工件与小磨料块在料斗内振动撞击而去掉零件尖棱边处的毛刺,这种方法国内液压件厂普遍采用。属于振动去毛刺的方法。还有化学振动式脉冲研磨(化学性去刺介质)、电化学振动式脉冲研磨(球状石墨做滚光介质,振动时通电,并往料斗内加水及煤油混合液,起冷却润滑作用)等。
三、热能去毛刺
这种去刺方法有氯气去毛刺、火焰去毛刺和热冲击去毛刺等。使用得最多的是热冲击去毛刺。如图12-58所示。将要去刺的工件(如阀体)装在密闭的高压容器内,用氢氧气体混合后点火爆炸,在阀体孔沉割槽棱处的毛刺便被爆炸产生的几千度高温和8马赫的气体冲击波熔化掉或被冲击掉。
图12—59为前苏联改进了的热能去毛刺机,该装置用天然气代替氢气进行去刺。有一带装卸料口2和通风口3的圆形机架1,去毛刺室4(密封的高压容器)固连在上面,去毛刺室的底板5做成套筒式,并用密封垫6补充密封,其底板通过联杆机构8与可传动装置7联接。在去毛刺室上端装有阀门9,并通过管道10和11与氢氧计量器12相连接。火花塞13为点火用,通风口3与强制通风系统14相通,通风口位置比装卸料口2略高,用保护罩15将装置罩住。在罩上设有装卸零件的孔16.零件由装卸料口进入,装在去毛刺室底板5上,按动按钮18,使传动装置开动,通过肘节机构8使底板5沿圆简机架上升,密封垫6将毛刺室封闭。去毛刺室关闭后,打开阀
门9,氢氧气体分别经计量器12沿管道进入去毛刺室,火花塞点燃混合气体,爆炸产生的高温燃烧掉零件的毛刺。打开去毛刺室,燃烧产物(气体)从通风口3和强制通风系统逸出,已清除毛刺的零件从装卸口2取出。
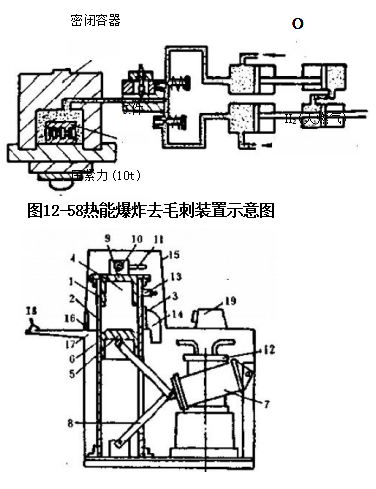
1.机架:2.装卸料1;3.通风口;4.去毛刺室:5.底板;6.密封垫:7.传动装置;8.时节机构:9.阀门;10、11.管道;12.氢氧计量器;13.火花塞;14.强制通风系统:15.保护罩;16.装卸料机;17.工作台;18.按钮;19.控制台。
四、电解去毛刺
这种去毛刺方法是电解加工的一个应用。电极与工件间保持一定距离(0.5~1.0毫米)相对放置,电极为阴极,工件为阳极。由电极及工件或者由外部辅助装置喷出电解液(重量比为10~20Wt%的硝酸钠熔液),当通人直流电压时,在靠近电极工作的尖角部位及毛刺尖端,电流密度最大,使毛刺尖边的金属产生熔解而起到去除毛刺的作用,电解液压力一般不超过0.2MPa。
在电极间发生的化学反应与电解加工的原理完全相同,工件毛刺熔化后产生的氢氧化铁蓄积在电解液中,其反应原理如下:
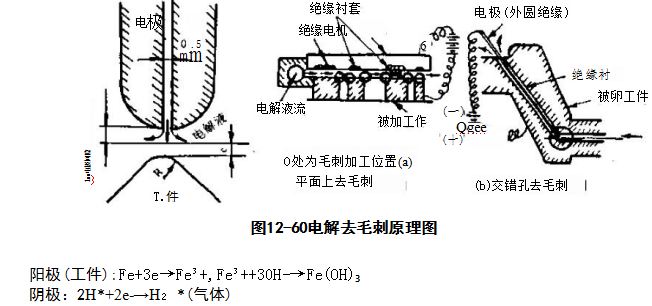
阴极由于水解会放出氢气,但并不消耗电极。电解液也可在过滤去除氢氧化铁后回用。
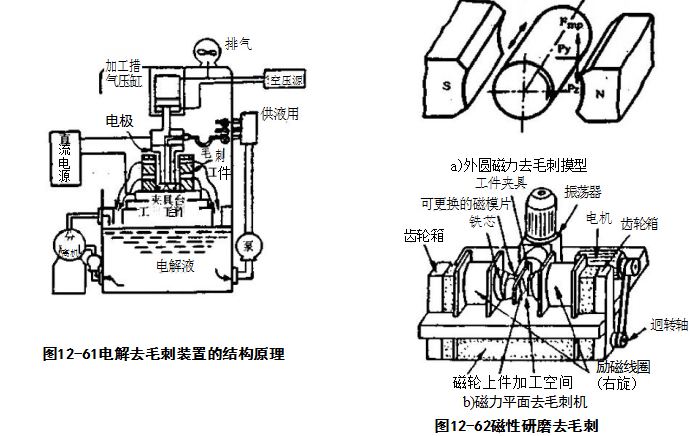
电解去毛刺可去除平面及液压件铸造流道交错孔槽边的毛刺(图12—60),电解去毛刺的装置如图12—61所示。
五、其它去毛刺方法
上述去毛刺方法已在国内普遍采用,除此之外,还有超声波去毛刺、高压水喷射去毛刺磁性研磨去毛刺、磨料流动加工去毛刺等。
①磁性研磨去毛刺的方法
如图12-62所示,图中a)是外圆磁力去毛刺模型:磁性研磨抛光材料与被加工件置于两磁极间,当两磁极间形成直流磁场时,磁性研磨材料形成刷子的形状。加工工件时、磁性材料与工件之间产生相当大的压合力,此时,两磁极间的被加工件一边回转,一边振动,(或者使磁极回转),因而在磁性研磨抛光材料与工件之间引起均匀的相对运动,达到除去毛刺提高表面光洁度的效果。图12—62b)为磁力平面研磨去刺机的示意图,工件安装在回转的两磁极之间的振子前端,在两极间投入磁性研磨材料,磁极回转并产生强力磁场,工件在此变化的磁场中摇动,磨粒对有毛刺的凸棱产生喷射碎裂作用,使毛刺下落,并获得较好的圆角和高的光洁度。
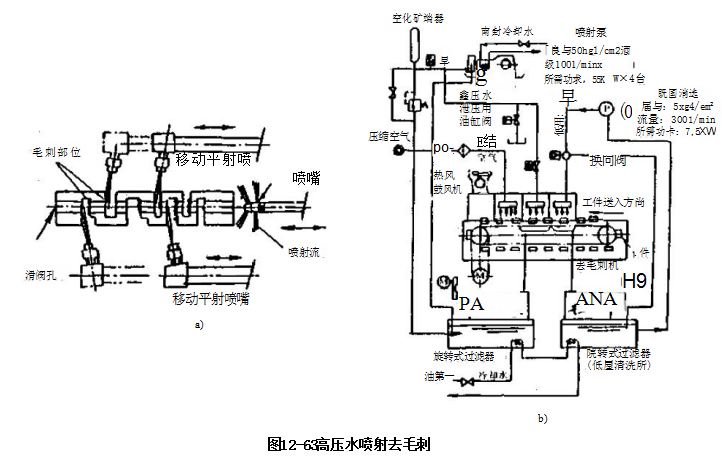
②高压水喷射去毛刺
图12—63为高压水喷射去毛刺的示意图,高压水产生的巨大冲击能与毛刺产生碰撞冲击作用而去除毛刺。国外已有链条式水喷射去毛刺机的连续作业线问世〔图中b〕〕,该线兼作清洗作用,高压泵用于去毛刺,低压泵用于清洗。
③磨料流动加工去毛刺
图12—64为磨料流动加工去毛刺。这种去刺方法的工作原理如图中a)所示,磨粒与半流质状的物质(基质粘合物)均匀混合后作为工作介质,加上一定压力,在工件内流动,流动过程中,磨粒切除毛刺尖角。
图中b)为这种去刺装置,中间是上下对称配置的两个磨粒介质油缸,介质缸活塞分别由上下安装的四个油缸驱动。下介质缸是固定的,上介质缸装在可上下调节移动的工作台上,根据夹具工件系统的尺寸大进
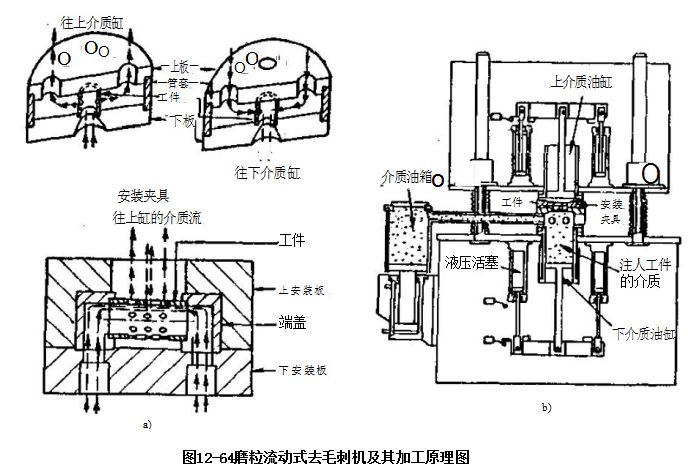
行上下调节。夹具系统被夹持在上下介质油缸之间。加工开始时,介质流入下介质缸,通过液压缸压出介质,使介质在工件夹具系统内部上下往复流动,实现去刺加工,压力、往复循环速度、行程长度可预先调节。左边的介质油箱为补充介质用的容器,液压装置及介质容器装在机架上。适当选择工作介质与加工条件,可同时起到去毛刺、孔口倒角及降低表面粗糙度的效果。这种方法最适合精密零件液压件的交错孔的细微毛刺的去除。
随便看看
- 2024-11-06提高发动机性能的限制因素
- 2024-09-13运输时的注意事项-挖掘机安全使用维护手册
- 2024-09-19方向控制阀-液压传动基础知识
- 2024-09-25压电式传感器测量原理
- 2024-12-11进口液压设备用油国产化替代原则、程序及注意事项