
液压伺服阀的故障分析及排除
伺服系统(随动系统或跟踪系统)是一种自动控制系统,在这种系统中,执行机构能以一定的精度自动地按照输入信号的变化规律而动作。凡是采用液压控制元件和液压执行机构、根据液压传动原理建立起来的伺服系统,都称为液压伺服系统。
液压伺服系统由四个最基本的部分组成:
①偏差检测器:包括输入元件、反馈测量元件和比较元件。
②转换放大装置;将偏差信号的能量形式进行变换并加以放大,输入到执行机构,输出级是液压的,前置级可以是电的、液压的、气动的、机械的或它们的组合形式。
③执行机构:产生调节动作加于控制对象上,实现调节任务。在液压伺服系统中,执行机构可以是液压缸、摆动缸或液压马达。
④控制对象
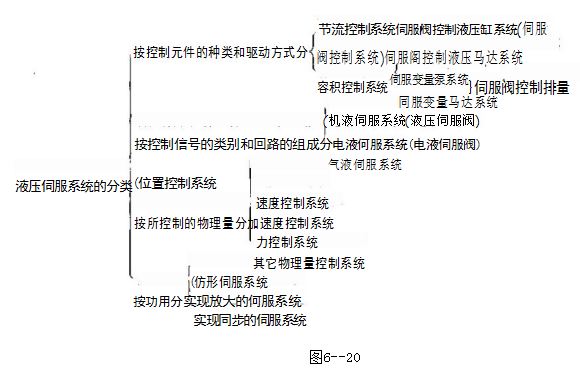
液压伺服系统的分类见图6—20所示。
无论是节流伺服控制系统还是容积式伺服控制系统,都要利用伺服阀来进行控制。各类伺服系统中用阀如下:
(一)阀控红式液压伺服系统中用阀
1)滑阀式
根据滑阀上控制的边数(即起控制作用的阀口数)的不同,分为单边、双边及四边滑阀的控制方式(图6—21)。
图中a)为单边滑阀控制式系统,它有一个控制边。当控制边的开口量x改变时,流出液压缸的油液压力和流量都发生变化(受到控制),从而改变了液压缸的速度和方向。
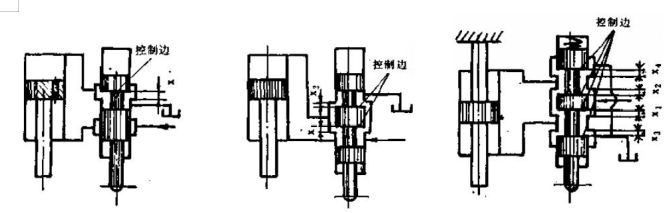
a)单边滑阀控制式b)双边滑阀控制式c)四边滑阀控制式
图6-21伺服阀的控制边
图中b)为双边滑阀控制式的系统,它有两个控制边。压力油一路进入液压缸下腔,另一路则一部分经滑阀控制边z₁的开口进入液压缸上腔,一部分经控制边x₂的开口流回油箱。当滑阀移动时,x₁和x₂此增彼减,使液压缸上腔回油阻力发生受控变化,因而改变了液压缸的运动速度和方向。
图中c)为四边滑阀控制式的系统,它有四个控制边。x₁和x₂是控制压力油进入液压缸上,下油腔的,x3和x.是控制上、下油腔通向油箱的。当滑阀移动时,x₁和x₃、x₂和工两两此增彼减,使进入上下两腔的油液压力和流量发生受控变化,从而控制了液压缸的运动速度和方向。
图6-22为用四边控制阀控制双出杆油缸(刀架)的工作原理图,滑阀的阀芯和阀体之间有四个开口。稳压油源不断地把压力油Ps送到四边滑阀处,先经1、2,再经3、4后,流回油箱。当阀芯处于中间对称位置时,滑阀上的四个开口量均相等,所以油液通过四个开口时,流量也都相等。流过各开口的压力损失△P也均相等,由薄壁小孔流量公式可知,,故液压缸及刀具静止不动,若阀芯从图示位置向上移动δ,即阀芯和刀具之间出现位置误差,使开口2与开口4增大δ,开口1和开口3减少δ,因此压力P₁升高,P₂降低,压力油经过开口2按图中所示方向进入液压缸上腔,缸体带动刀具上移。油缸下腔回油经图示方向由开口4流回油箱。因为缸体和滑阀固连在一起(图中用粗三角线表示),所以当虹体向上移动8之后,滑阀也随着向上移动6,阀芯重新处在中间位置,重新使,缸体及车刀也就停止运动。当阀芯不断移动,缸体及车刀也跟着不断运动,起到仿形目的。
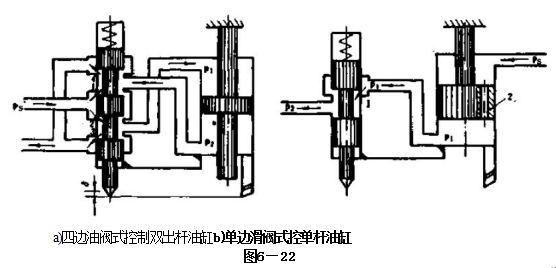
图6—22b)为单边控制滑阀,它只有一个控制口1,压力油Ps进入单杆液压缸的上腔,然后通过活塞上阻尼孔2到达液压缸的下腔,再经过滑阀开口1流回油箱。阀芯移动时改变开口1的大小,就改变了下腔的压力。单边控制滑阀的工作过程和双边控制滑阀相同。
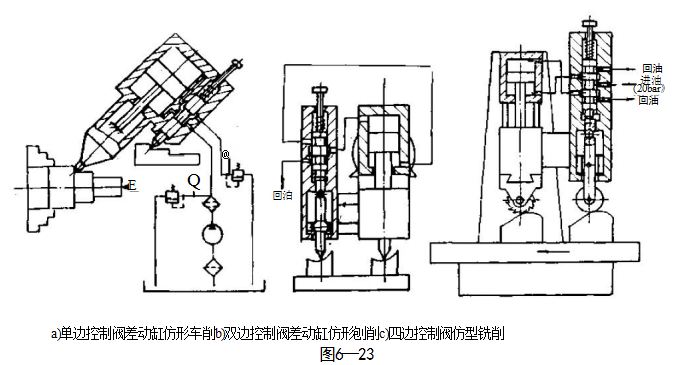
图6—23a)、b)、c)分别为单边、双边及四边控制滑阀式何服阀用于车、创及铣削的例图。
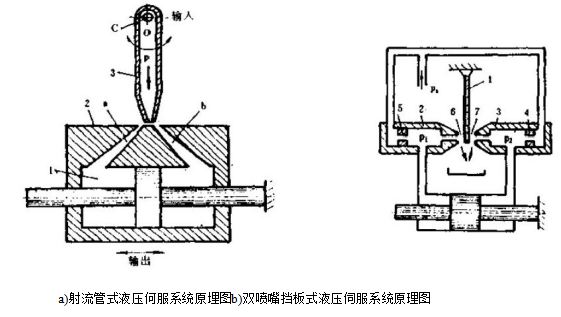
2.射流管式(喷管式)
如图6-24a),它由射流管3、接受板2和油缸1组成,射流管可绕其中心O左右摆动一个不大的角度。接受板上有两个并列着的接受孔道a和b,把射流管端部锥形喷嘴中射来的压力油分别通向油缸左右两腔,使之产生向左或向右的运动。当射流管处于两个接受孔道的中间对称位置时,两个接受孔道内的油液压力相等,油缸1不动;如果射流管绕轴线O顺时针方向摆动一个小角度△0,这时进入接受孔道a的油液的压力大于孔道b的压力,油缸便在两端压力差作用下向左移动。由于接受板和液压缸刚性连接形成负反馈,当射流管恢复对称位置,活塞两端压力平衡时,液压缸又停止运动。
3.嘴——挡板式
分为单喷嘴式和双喷嘴式两种,图6—24b)为双喷嘴式,它由挡板1,喷嘴2和3,固定节流小孔4和5等零件组成,挡板和两个喷嘴构成两个可变截面的节流孔道6和7.当挡板1处于中间位置时,两喷嘴腔内的压力相等,P₁=P₂,油缸不动,压力油Ps经过两个固定节流小孔4与5,再经可变节流孔道6和7,流回油箱。当输入信号使挡板向左偏转时,可变节流孔道6关小,7则开大,于是通过两个喷嘴的流量发生变化,使得P₁上升,P₂下降,油缸便向左移动。
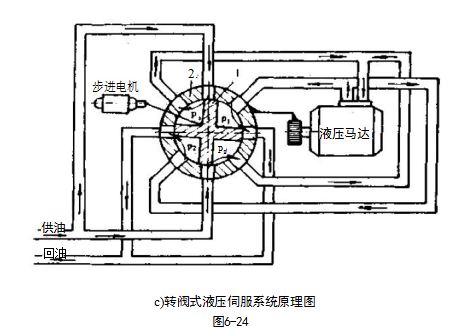
(二)阀控马达式液压伺服系统中的转阀式阀
如图6-24c)所示,转阀式伺服阀由十字形阀芯1和阀套2等元件组成,阀芯通常由步进电机带动(将输入电脉冲信号转化为角位移),阀套2与液压马达输出轴之间用联轴节连接。十字形阀芯与阀套上对应的四孔形成八条控制边,它的上半部或下半部都相当于一个四边控制式滑阀。当输入电讯号输给步进电机带动十字阀芯旋转一个小角度△0时,由于P₁>P₂,液压油将按图示方向流入液压马达,使液压马达也沿着顺时针方向转动。这时,阀套与液压马达轴因是机械连接的,从而也跟着旋转,实现负反馈以消除误差△θ,使系统恢复平衡状态。阀芯反向旋转时,液压马达也随着作反向旋转。这种伺服系统常用在数控机床上。
(三)泵控马达式液压伺服系统中的滑阀式闷
如图6-25所示,液压泵1和溢流阀9构成控制油路的液压源,通过何服阀控制主液压泵3的变量机构;而液压泵2、单向阀5、6和溢流阀10组成辅助供油油路,单向阀7、8和安全阀11则起安全保护作用。
外来的输入信号和从负载方反馈过来的反馈信号在测量元件内经过比较后,将误差信号输入到放大器中放大,放大后的信号输入伺服阀,使伺服阀阀芯移动,打开阀口、液压泵1的压力油通过阀口进入主液压泵3的变量机构,控制了泵3的输油量。液压泵3的压力油使液压马达4带着负载转动,液压马达的转动又经过反愤机构发出反馈信号,输送回去和输入信号进行比较,液压马达的回转方向决定于输入信号的方向,转速大小决定于输入信号的大小。
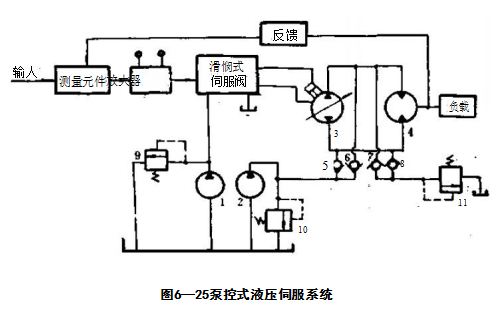
本伺服系统仍然包含有阀控伺服系统,不过是伺服阀控制的不是执行元件的液压缸,而是泵变量机构的液压缸而已。
二、故障分析及排除
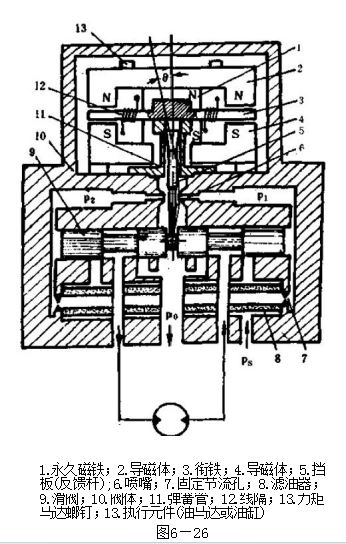
由于伺服阀的种类很多,我们仅以干式力矩马达的双喷嘴——挡板式两级电液间服阀(图6—26)为主兼顾其它型式的伺服阀的故障排除予以介绍。
(一)伺服闷不动作,导致执行元件不动作
产生原因有:
①组成伺服阀的某些零部件破损;
②滑阀式阀芯因污物卡死在阀体(阀套)内,例如图6—26中的阀芯9被卡死在阀体10内;
③喷嘴6被污物堵塞;
④污物粘附在挡板(反馈杆)5上,将挡板顶死;
⑤滤芯8被污物堵塞,压差过大,使滤芯破碎,引起节流孔、喷嘴或其它油路堵塞;
⑥存在力矩马达线圈12断线,插头插座的接线柱脱焊、松脱短路等故障;
⑦供油压力没有调节到IMPa以上,即控制压力太低;
⑧与伺服放大器的接线不正确,接线错误或不良;
⑨阀安装面的平面度差;
⑩伺服阀的进出油口装反了。排除方法是:
①拆修伺服阀,破损了的零件予以更换或做出适当的处理;
②拆开阀体10上的左右端盖(图中画成一体),取出滤芯8,检查污物堵塞与破损情况:污物堵塞者用手指堵住滤芯一端,用注射器往另一端注射干净煤油进行清洗,以油液均匀缓慢流出为好;如滤芯破损,应更换新的滤芯;
③清洗节流孔7(两端),节流孔设在滤芯堵头上。清洗左右端盖上的通油孔;
④清洗喷嘴、挡板,清洗阀芯9、阀套(图上未画出)和阀体10上各油路孔,注意阀芯有方向要求不能调头装配,装阀芯9时将阀芯放在中间位置,再装喷嘴挡板5,其下端的小球插入阀芯9的中间槽内,
用手稍稍推动阀芯9,看其是否自由对中。
③检查力矩马达线圈电阻,断线者接好,插头插座松脱者应焊牢,避免接触不良,断线短路等情况;
⑥检查液压站油液压力,供油压力不得低于1MPa;
⑦与伺服放大器的接线不正确者,予以更正,接线不牢者重新焊牢;
⑧修平阀安装面,保证平面度误差要求;
⑨伺服阀进出油口装反者予以更正、并检查所接管路情况。
(一)经常出现零飘(零位他移)
零位,又称中间位置。对图6—26所示的伺服阀而言,阀的零位是指负载压降P₁=0,阀的输出流量Qz=0时,阀芯和衔铁挡板组件所处的几何位置。虽然希望阀在零位时的输入电流为零,但通常此时的输入电流不为零。为使伺服阀处于零位时所需的输入电流值与额定电流的百分比称为伺服阀的零位偏移。
本故障是指零位经常变化,且零位偏移量大,产生故障的原因和排除方法有:
①伺服阀本身的原因造成的零偏超出和不稳
如压合或焊接部位的衔铁组件松动,内装的滤油器被污物堵塞,压合的喷嘴松动,喷嘴被污物堵塞等。
一般民用伺服阀都有外调零装置,要求零偏不大于3%,而航天航空用何服阀一般不设外调零装置,零偏变化在寿命期内一般要求不大于6%,可采用下述方法解决零偏超出:
i)对于有阀套的伺服阀,可以松开端盖螺钉,调节阀套位量来调节零偏;
i)对于无阀套的伺服阀,或者用上法不能纠正过来的伺服阀,可以交换节流孔两边的位置或另换一组节流孔来调节零偏;
ii)利用修研力矩马达气隙纠正零偏也是行之有效的方法,图6-26中力矩马达四个螺钉13的拧紧程度直接影响到力矩马达四个气隙的大小。这四个气隙组成桥路,成差动状态工作。一般每个气隙厚度8=0.25mm,力矩马达衔铁运动工作距离为1/38,零偏为1%的气隙变化值△=1/28×1%×1/2=1/3×0.25×1/100×1/2=0.0004mm=0.4μm(式中1/2是考虑力矩马达四气隙成差动工作)。由以上计算可知,力矩马达气隙变化0.4pm就会引起1%的零偏,因此力矩马达四螺钉拧紧力矩应一致,调节时要特别注意清洁,不
能弄脏力矩马达。
②油温变化引起零位飘移
油温变化,导致油液粘度变化,泄漏量改变,引起零位飘移。为保证正常工作,可在油路中加装油冷却器和加热器,将温度控制在所需范围内。对电液伺服阀--般要求油温每变化40℃时,阀的输入电流要能限制在2%以内。
③油源压力大幅度变化导致零位大幅度变化
伺服阀的供油压力Ps一般可按选定(Pz为伺服阀的负载压降,PL=Fz/A,Pr为伺服阀的背压值),通常可在1~7MPa的范围内取一定值,并在阀前加装蓄能器进行稳压。
④油液污染严重,油中污物颗粒较多
可对液压回路进行清洗并更换干净油液,在阀前装设高压滤油器。
⑤对于零位不能调整(在零位调节螺钉回转的范围内调不出零位)的情况,要使供油压力Ps调到大于1MPa的压力值,另外,清洗内装的滤油器及其两端的节流孔。
⑥伺服阀堵塞和喷嘴松退的影响,可定期进行清洗,喷嘴松退时,要重新调试,使其恢复正常工作。
⑦保证电气零位与机械零位重合
保证电气零位与机构零位重合,可以使弹性元件在阀处于零位时不受力,这样弹性元件的刚度随温度变化时就不会影响零位。具体做法是:在装配中注意使滑阀在喷嘴不起作用、反馈杆不受力时处于零位,这就是机械零位;在喷嘴投入工作时,使滑阀在弹簧管不受力的情况下仍然处于零位,这就是液压零位与机械零位重合;在装上力矩马达的线圈和磁钢后使滑阀仍处于零位,即电气零位与机械零位重合。
另外,选用弹性模量温度系数很小的材料(如恒弹性模量材料)也可直接减少弹性元件造成的温度零飘。
⑧提高机械对称性
提高零件加工分中度和装配对称性,选用相同材料或线膨胀系数一致或接近的材料制造有关零件,可以减少热膨胀引起的零飘。有分中要求的零件主要是阀体、阀套、阀芯及衔铁组件。
⑨提高液压对称性
为了减少粘度随温度变化造成的零飘,应尽量保证液压放大器的液压对称性,并尽量减少粘度对流动特性的影响。为此要求节流孔的孔形好、无毛刺、节流长度尽量小,要求喷嘴孔形好、端面环带尽量窄、没有毛刺。节流孔和喷嘴基体具有足够高的硬度,孔形和环带应进行磨削加工。
⑩加大阀芯位移量
加大阀芯位移量其目的在于在发生零飘时,尽量减少零飘的相对效应。根据分析。各种温度零职都与滑阀最大位移量成反比,所以,适当加大位移量是减少温度零飘影响程度的一项有效措施。由此造成的流量及力矩马达负载的变动,可以通过调整方孔宽度和磁钢充磁水平来进行补偿。
⑪提高开环增益
力反馈电液伺服阀是一个闭环自动调节系统,而温度等飘是温度干扰引起的稳态误差。所以,提高此系统的开环增益,可以减少温度零飘。具体做法是提高磁钢的充磁水平,从而提高电磁耦合刚度;同时加大力矩马达的气隙长度,使电流力矩常数保持不变。这样可以提高1/Ke(Ke为力矩马达综合刚度)值,从而提高开环增益,减少温度零飘。
⑫使伺服阀各级同时都处在零位
i)在装配时,必须保证四个气隙相等。通过更换调整垫片和上下导磁体来保证四个气蒙几何尺寸相等,为便于调整,磁钢先不要充磁。
ii)在试验台上对恫服阀逐级调零:具体方法是:a)去掉作用在阀芯端面上的控制压力,先调反馈杆和阀芯阀套的零位。将节流孔换成无孔塞赌。首先将阀套调至阀体中间,装上衔铁组件,将衔铁组件的横向位置定好。然后开动试验台,调整衔铁组件的纵向位置,使伺服阀两负载腔压力相等。将衔铁组件固定好。
b)将无孔塞堵换成节流孔,在试验台上调喷嘴位置,使喷嘴腔压力P₁=P₂=1/2Ps,并使此时两负载腔压力相等。c)装上已调好气隙的磁钢和导磁体。如果零位稍有变动,再次更换调整垫片,直至阀芯恢复零位为止。d)完成上述调整后,再均匀紧固力矩马达螺钉和阀芯端盖螺钉。
(三)伺服阀的输出流量少
①供油压力低时,可适当提高供油压力(Ps)。
②对输入伺服阀流量不足时,可增加供油量,并消除和减少系统其它部位的内漏和外漏。
③对伺服放大器的输出功率不够的情形、则先检查输入伺服放大器的输入信号是否正常,检查同服放大器是否有其它故障并加以排除、
④对于内装的滤油器被污物堵塞的情形,要对液压回路和伺服阀进行清洗并换油,特别要注意工作油中的胶状异物产生的堵塞。
(四)伺服阀的动态特性整,频率响应迟滞,系统过渡过程的响应速度减低,而超调量增大
对电液伺服阀而言,是指伺服阀的输出流量的幅值和相位角不能在较大的频率范围内跟随输入的电流信号而变化,而产生的流量幅值的减少和相位角的滞后却较大。
伺服阀的动态,受供油压力、输入信号(机械位移或信号电流)的幅值、油液的性质、油液的温度等外部因素,阀本身的结构参数、力矩马达的纯刚度和固有频率、反馈杆的刚度、前置级的流量增益等内部因素的影响。具体办法有:
①提高供油压力,可以提高速度放大系数,提高伺服阀和系统的灵敏度;响应速度加快,但是一般来说动态和静态稳定性是一对矛盾,当供油压力超过某一级限值时,系统就要发生振动,变成不稳定(下述情况也是如此)。
②油温、油液粘度的变化影响系统的动态性能。油粘度大,系统的响应速度降低。为使动态特性较好或在使用中不过多变化,应选用合适粘度的油液,并且油温应控制在一定范围内以消除油温变化对粘度的影响。
③系统的背压适当增大,可提高稳定性,但动态特性变差,所以系统应有适合的背压要求。
![]() ④对输入信号(如电流值)的幅值应控制在一定范围内。
④对输入信号(如电流值)的幅值应控制在一定范围内。
⑤增大伺服阀开口周边的宽度,可使流量放大系数增加,提高系统的灵敏度,使响应速度加快,同样也要注意对系统稳定性的影响。
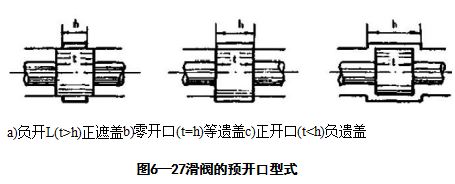
⑥采用正预开口的滑阀〔图6—27中c}〕,其流量放大系数大,对流量控制的灵敏度高,动特性较好但同样也是稳定性差。
⑦机械反馈间隙的存在使超调量的调节时间增大,因此应尽量减少反馈间隙。
⑧伺服油缸面积增大可提高系统的刚性,增加了系统的稳定性,但动态特性通常变差。
⑨伺服油缸及连接管路的含油的总体积增大,对系统的动态特性没有任何好处,即使系统稳定性也变坏。
⑩力矩马达的磁滞现象和伺服阀各构件的静摩擦力大,引起动态性能变坏,必须尽力减少力矩马达的磁带现象和伺服阀内各构件的摩擦力,提高零件加工精度。
⑪伺服阀安装面的平面度误差大,必须消除其对阀和系统动态特性的影响。
(五)伺服阀的稳定性差,稳态误差大,产生振动
伺服阀用于自动控制的目的在于使被调量按照所要求的规律变化及保持在某一恒定值,这就提出了一个精度问题。系统的稳定性可用稳态误差表示。引起系统输出量(精度)变化的原因,一个是对控制作用而
言;另一个是对外界扰动而言。
对于恒值调节系统,输入的控制作用是不变的,引起被调量变化的是外界扰动,因此误差一般是指对外界扰动而说的。
对于随动系统,输入的控制作用是在不断变化的,而外界扰动往往不是主要的,因此其误差一般是指对输入控制作用而言的;
对于程度控制系统,输出控制作用是按一定规律变化的,其负荷的变化也是要加以考虑的,因此其误差应该是两者所引起的。
液压伺服机构的稳态误差分析,要视具体使用情况而定。例如作仿形刀架用,它的误差就是输入作用和外负载力两者所引起;如果只作为随动机构控制一个质量负载,那么其误差仅由输入的控制作用所引起。
如前所述,动态和静态是一对矛盾,要提高静态稳定性,可采取前述二、(四)中相反的措施,此处不再重复,现具体说明如下几点产生系统不稳定,甚至产生振动现象的原因和排除方法:
①因执行机构和被调对象的摩擦特性、低刚度和低速度下引起不连续振动爬行。
②油液内有大量空气存在,油泵的油压脉动及油的可压缩性增加,产生不稳定的连续振动爬行。
③连接控制阀和伺服缸之间的管道弹性变形。
④反馈机构中的间隙。
⑤外来干扰时,例如载荷、速度、油压等的突变,会产生自振。
⑥射流管式伺服阀在供油压力高时容易振动。
⑦随动速度越大,系统的稳态误差也就越大。
⑧作用于伺服油缸的负载力越大,系统的稳态误差也越大。
⑨系统不灵敏区的影响(死区的影响):
产生死区的原因有机械信号传递机构中的间隙和机械变形。当信号传递机构中存在间隙时,首先要克服这些间隙后输出机构才能产生输出运动,同样在信号传递机构中有力的传递要引起机械的机械变形,只有克服这些变化之后,输出机构才能产生运动。
另外图6-27中的a),因为是正遮盖,存在死区;系统中各部分的泄漏也增加了死区。
死区的存在或死区的宽窄变化,导致系统不稳定。为了提高系统的稳定性,可采取下述措施:
i)例如增大伺服阀的直径,系统的稳定性变差;伺服油缸的活塞面积增加,系统的稳定性提高;油缸油腔体积增加,系统稳定性降低。故要正确选择随动阀的结构参数。
ii)适当减少执行机构和被调对象运动部件的质量,可使系统的稳定性变好。
iii)系统中弹性环节的刚度提高时,可使稳定性增加。jv)适当降低被调对象的运动速度,可提高稳定性。
v)流量增益小的伺服阀可增加系统的稳定性。
vi)在阀与缸之间或油缸两腔之间设置附加阻尼,可提高稳定性。
(六)无信号输入,但执行机构向一边移动
此时可检查喷嘴与挡板之间的距离是否相等,工作气隙是否不相等,是否一个喷嘴堵塞,是否通向一个喷嘴的节流通道被堵塞,是否主滑阀卡死在某一位置,形成单边开口等,根据情况逐个排除。
(七)静耗量增大,压力增益下降
①由于磨损,滑阀与套筒之间的配合间隙增大,从而导致系统供油不足,性能下降,应严格控制滑阀与套简之间的配合间隙、形位公差、表面粗糙度等,并提高滑阀、套筒的耐磨性。
②窗口塌边时,可用流量配磨方法,严格控制窗口搭接量,保持窗口锐边。
三、伺服阀的使用
①首先要特别注意油路的过滤和清洗问题。伺服阀工作是否可靠,在很大程度上取决于油液干净与否,
发生故障的大部分原因是由于油污物堵塞或部分节流孔堵塞、喷嘴或使滑阀卡死。
②油路系统本身必须有过滤装置,在伺服阀进口处的管路上应安装有过滤精度为10微米左右的精滤器。
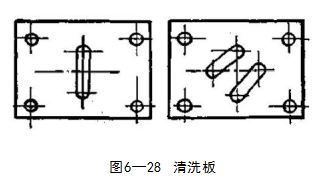
③在整个油路系统安装完毕后,伺服阀装入油路以前必须对油路进行一次彻底清洗。办法是在安装伺服阀的位置上安装冲洗板(图6—28所示)进行管路清洗,开动系统油泵装置自行清洗,此时,进油与回油路短接,油路系统的油轮番通过滤油器,将油中和管路系统中的污物和杂质挡于过滤器中,图6—28适用于任何形式的执行机构的油路,右图适用于清洗板前带方向阀能自动正反向的油路,板厚约15~20毫米,中间槽深约6~10毫米,在装上冲洗板冲洗12~36小时后卸下过滤器,清洗或换掉滤芯。直到过滤器上看不出杂质为止,否则继续清洗。
④油液管路应尽量不采用焊接式管接头,如必须采用时,应将焊渣彻底清除干净。
⑤伺服阀在安装前,不要预先拆下保护板和力矩马达上盖,更不允许随意拨动调零机构,以免污物进入阀内,零部件损伤及引起性能变化。
⑥安装何服阀的连接板,其表面应光滑平直。
⑦安装伺服阀时应检查下述各项:
i)安装面是否有污物附着?进出油口是否接好?O形圈是否完好?定位销孔是否正确?
ii)伺服阀装于安装板上时,连接螺钉应均匀拧紧而不要过紧,在最高压力下不漏为宜。
ii)在接通电路前,先检查插头、插座的接线柱有无脱焊、短路等故障,当一切正常后再接通电路检查伺服阀的极性。
⑧伺眼系统的油箱须密封并加设空气滤清器和磁性滤油器。更换新油时仍需经精密过滤,并应按上述要求清洗,要牢固树立“新油并不干净”的观点,加新油时应使用过滤精度为5pm的滤油器过滤。
⑨工作油液应定期检查,每半年约换油一次,油液应尽量保持在40~50℃的范围内使用。
0伺服阀应严格按说明书所规定的数据下使用,如输入电流不应超过规定值。如需加颤振信号,也不
应超过说明书中的规定值。
⑩当系统发生严重零偏等故障时,应首先检查和排除电路和伺服阀以外的各个环节的故障,再检查伺服阀。并且先检查和清洗伺服阀内的滤芯,如故障仍未排除,可拆下伺服阀进行修理,经拆修的伺服阀应创造条件或与阀生产单位联系,试验合格后加铅封再往主机上装。
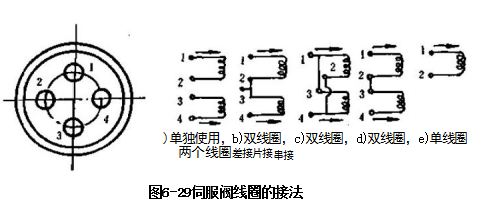
⑫电液伺服网有二个线圈,可根据需要采用图6—29中的任何一种接法。为提高灵敏度,可在任一线圈上叠加一颤振信号,为提高灵敏度和补偿温度对参数的影响,通常采用差动接法,这时输入电流为差动电流。
随便看看
- 2024-09-20气源启动电气控制
- 2024-09-14挖斗的更换-挖掘机点检整备篇
- 2024-11-11发动机等转速运行时的匹配
- 2024-09-14长期保管时的注意事项-挖掘机驾驶操作篇
- 2024-12-06行程节流阀和单向行程节流阀的故障分析及排除