
液压操纵箱的故障分析及排除
液压操纵箱实际上是若干个控制阀的组合体,起着多种控制功能。
例如各类磨床、液压牛头创床等都使用着不同类型的操纵箱,起着操纵工作台及刀架(砂轮架)的纵 横向运动、换向停留、断续进给、砂轮修整、无级调速、分级调速等多种控制功能。
组成操纵箱的控制阀主要由换向阀和流量阀(节流阀)构成。由于手动换向阀不能实现自动往复,单纯 的机动换向阀在工作台低速时存在换向死点,工作台速度快时运动惯性大存在冲击,而电磁换向阀因换向时 间短(0.08~0.15秒),同样会产生换向冲击等原因,目前操纵箱的换向阀多采用机动—液动联合换向阀。
操纵箱可分为时间控制式和行程控制式两大类:
二 、时间控制操纵箱的工作原理及故障排除
(一)工作原理
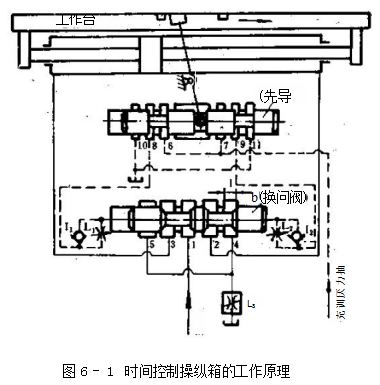
如图6—1工作台右移时,安装在工作台上的行程挡铁拨动先导阀日左 移。当先导阀越过中位后,控制油路切换,由控制油路引入的压力油由通路7+9 → 单向阀I₂→ 换向阀b 的右端,而左端回油则经节流阀L₁ → 通路8 →10→油箱,使换向阀左移。在换向阀左 移过程中,主油路回油通路2→4逐渐 被换向阀阀芯上的右端台肩锥面(称制动锥)关小,使工作台油缸回油建立1→2与3→5逐渐打开,直至油缸左、右两腔与主油路的进、回油路相通,活背压而进行制动。由于换向阔采用 “H” 型滑阀机能,因此通路2→4逐渐 关小的同时,1→3也逐渐关小,通路
![]() 塞两边的作用力平衡,工作台即停止 (移动距离1),这一过程称为换向前
塞两边的作用力平衡,工作台即停止 (移动距离1),这一过程称为换向前
的制动过程。换向阀在油液推动下继
续左移时,油缸的进、回油路开始交换,实现工作台换向,并逐渐加速(换向后启动),直至换向阀阀芯移 到最左端,工作台恢复正常工作速度,换向过程结束。
当节流阀L₁ ( 或L₂) 的开度调定,主换向阀阀芯左(右)移,压出阀芯左(右)端的油液体积是一定 的(因为图中1一定),因而工作台制动的时间就被确定了。在油液粘度基本上无变化的情况下,不论工作 台移动速度快慢如何,这个时间基本上是不变的,所以这种方式叫做时间控制式制动。
(二)时间控制式操纵箱的故障和排除
时间控制式操纵箱的故障有先天性的,也有调整不当产生的。1. 异速换向精度差(光天性的)当节流阀L₁ 与L₂ 调定,即换向时间t 调定后,由 ,当工作台速度V 低时,制动行程s 就短,冲 击量小;反之,则制动行程长,冲出量大。这就是说时间控制操纵箱异速换向点变动大,即异速精度差。
2. 同速换向精度也不高
当工作台速度一定时,虽然换向阀两端的节流阀L 、L₂ 已调定,但由于通过节流器的流量受油温变化 和油中污染物杂质堵塞的影响,或换向阀阀芯移动时摩擦阻力的变化等,会使换向阀阀芯移动速度发生变 化。因此制动时间有长有短,工作台各次换向点的位置也有差异,即同速换向精度也不高。所以必须控制油 温变化和采取抗污染等措施。
3.调节不当,产生换向冲击
此类操纵箱可按具体情况调整制动时间:当工作台速度高、重量大(惯性大)时,可适当关小节流阀L
L₂, 使制动时间调得长一些,以利于消除换向冲击;在相反的情况下则可以把它调得短一些,以利于提高效 率。如果前者调节不当,即节流阀L 、L₂ 调得过大,或者L 、L₂ 因磨损关闭不住节流口,会产生液压换向 冲击。所以使用中需根据情况合适调整。
这种操纵箱用于需要磨端面的外圆磨床上是不适宜的,只能用在不要求很高换向精度的平面磨床、牛头
刨床以及专用通孔磨床上。
三、行程控制操纵箱的 工作原理及故障排除
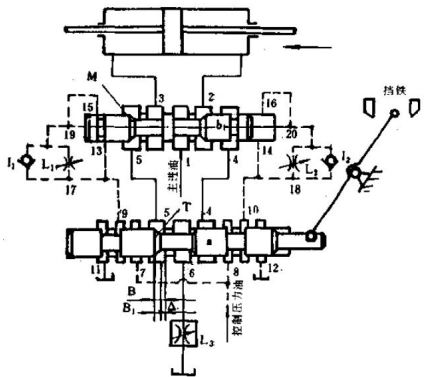
行程控制操纵箱,也是由先 导换向阀和换向阀等组成,不同 之处是(与时间控制操纵箱相 比):油缸回油既通过换向阀,又 通过先导阀,然后经节流阀L₃ 流 回油箱,即先导阀不但控制换向 阀换向,而且参与了工作台的制 动(图6—2)。
(一)GY24-25×50 型操纵
箱(行程控制)
1. 工作原理
制动过程:为了提高换向精 度和换向平性,工作台在往复运 动过程中制动分两步。
当工作台行程挡铁碰拨杆,
带动先导阀a 右移,通过阀芯上的制动锥T 逐渐关闭主回油路的通路5→6,使工作台减速、缓冲,当先导 阀移动一定距离 B₁, 制动锥T 将回油通路5→6关小到剩下距离△=0.2~0.5mm时,工作台制动到某一 固定的低速值,它与工作台制动前的速度无关,这一制动过程称为预制动。制动过程的第二步是,先导阀a 移过B|距离时,控制油路的通路8+10关闭,10→ 12打开0.1~0.45mm (此时控制油路的通路7→9也已 打开,9→11关闭),换向阀右端油液从14→ 10→12和油箱相通,换向阀阀芯左端在来自7→9的控制油液 推动下,快速右移至孔14(快跳孔)被堵死为止,该动作称为换向阀的第一次快跳。换向阀快跳至中位后, 使油缸两腔互通压力油,这时油缸回油路3的压力显著增大,加剧了制动作用,直至工作台停止移动。至此 制动结束,称终制动。因此,制动的第一步,是由先导阀上的制动锥T 移动一定行程,对油缸回油施加背 压力来获得行程制动的,目的是使预制动后的工作台速度为常数。制动的第二步,换向阀快跳至中位使油缸 两腔互通,这样缩短了工作台制动时间(加入了时间控制因素),采用上述措施后,进一步提高了工作台的 换向精度。
端点停留:换向阀b 继续右移,回油经油路20、节流阀L₂ 、油路18→ 10→ 12回油箱。只要调节L₂ (反向时调L₁), 便可改变换向时的停留时间。停留时间从换向阀至中位后工作台停止时开始,到油路2→4 打开,工作台反向启动为止。
反向启动:换向阀继续右移,当油孔16与14通过换向阀阀芯右端的环形槽将其接通时,则换向阀右端 回油经20→16→环形槽→14→10→12回油箱。由于回油畅通,换向阀又一次快速右移,称第二次快跳。此 时,换向阀迅速切换主油路,使工作台迅速启动。
行程控制操纵箱的特点是:无论工作台运动速度如何变化,工作台的制动基本上是由工作台带动先导阀 移动一定的行程B₁(B) 所决定。因此不受工作台工作速度的影响,换向精度高。它适合换向精度要求高的 内外圆磨床。
2.GY24—25×50 型操纵箱的故障及排除
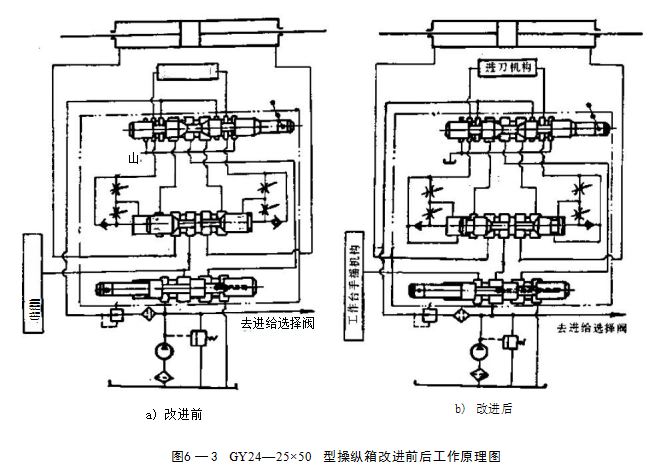
GY24 型操纵箱,有GY24—25×50 、GY24—50×50 、GY24—50×100三种规格,均属于行程控制式操纵箱。GY24—25×50 型用于外圆、内圆磨床上,有未经改进的与经改进的两种(图6—3a)b)〕,目前在工 厂设备中均能见到。下面介绍它们的故障及拌除方法。
3)启动时冲出量大
未改进前的GY24 型操纵箱,当开停阀处于“停”位时,通往油缸的主进油路被切断,油缸两腔互通且通油池(换向阀为 “H” 型)。这样,停的时间一长或手摇动工作台面后,缸内部分油液在重力作用下流回 油箱,空出的体积由空气倒灌补充,当再度启动油泵,开停阀置于“开”的位置时,油缸的一腔通压力油 另一腔由于有空腔缺乏背压而形成工作台突然向前高速运动(即前冲),冲出一段距离(冲出量)后,当油 缸低压腔建立了足够的背压时,才转入正常运动。
改进措施:
① 如图6—3所示,将操纵板上通进油和手摇机构的油管交换一下位置,改进前后下部开停节流阀的接
管图,见图中a) 和b) 所示。
② 改进开停节流阀。改进前后如图6--4所示。经改进后,油缸内两腔始终有压力油(背压)不会出现 启动时冲出量大的开车冲程现象。
2)换向冲出量大,换向精度较差
① GY24 型操纵箱虽为行程制动,其制动行程为一常数,但工作台速度愈高,制动时间就愈短,换向 冲击也就愈大(冲出量大),加上油温、压力等变化的影响,换向点不会是不变的,换向精度有可能较差。
② 对于未改进前的GY24 型操纵箱,换向阀的移动速度太慢(无快跳),这样,使工作台在换向转换过 程中,无法立即换向,而要继续移动一段距离,造成换向冲出量大,影响换向精度。
③ 先导阀(导向阀)控制主、辅助油的阀芯上的控制尺寸处理不当也会产生换向冲出量的增加和倒回 量大,影响换向精度。
解决办法是:
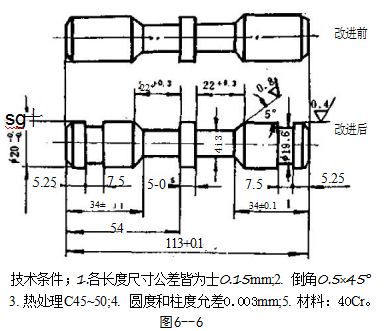
① 按图6—5与表6—1在换向阀两端的体壳上增加快跳孔,使换向阀的移动速度加快,即可减少冲出 量的数值。但还存在在短行程时一端换向有停留时间,另一端换向偶有停留出现,甚至不换向。此现象的出 现是由于一端有停留时,换向阀的辅助回油要经过开停节流阀而回去,停留时间越长,换向阀移动速度越慢,换向阀还没有移到头则由于工作台运动速度比换 向阀移动速度快得多,工作台已作再一次换向,当 先导阀稍一移动,换向阀两端就接通辅助压力油, 使另一端辅助回油的压力突然增加,这样,换向阀 急速往反方向移动一下,形成油缸两端通主压力 油,致使工作台停顿或停死不换向(较少出现)。为 此,增加换向阀移至停留位置后发生第二次快跳, 这样,当停留孔道封闭后回油可经换向阀的环形 槽回到先导阀,使换向阀不受停留时间长短的控 制。为此可按图6—6重新做一根换向阀换上。但 须注意;换向阀环形槽尺寸应严格按图尺寸加工, 若5.25毫米尺寸过大,会使换向阀移至停留位置 后,不实现再一次快跳,即停留孔道封闭后的回油 不经换向阀的环形槽回出。因此工作台换向后的 运动速度又出现由慢到快的现象。
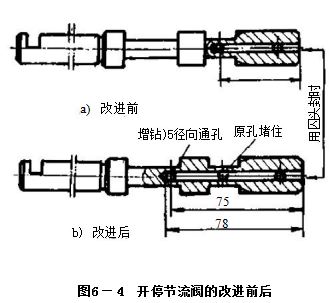
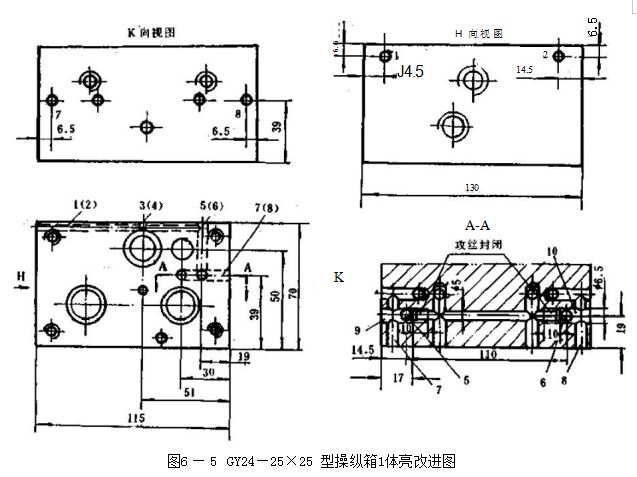
表6—1
孔 号 | 要 求 |
1、2 | 划线钻05×96 |
3、4 | 划线钻05与1、2号孔及换向 阀阀体孔号 |
5、6 | 划线钻×5×31 |
7、8 | 划线钻Q5×30 |
9、10 | 划线钻06.5×17,并按改装图 所示部位攻丝并用M6×10螺 钉封闭 |
备注 | 体壳经加工后,清除切屑,去毛 刺,并用05锥塞堵塞各外露 孔。 |
② 对于因先导阀尺寸不适当产生的冲出量和倒回量大会影响换向精度的问题,可重新加工一先导阀阀芯或对先导阀有关尺寸作一些修正。
对于倒回量的问题是指工作台在换向时,到达换向点后,急速倒退一段距离,然后才反向,这种现象称 为倒回(一般允许值为0.05毫米)。如图6—7所示,当先导阀控制尺寸太长,即h 值比较大的情况下,主 油路1至2关闭时,辅助回油3至4早已接通,换向阀输跑快跳,使油缸左、右两腔互通压力油,工作台停止运动,导向阀削弱或失去预制动作用。在此情况下,时间制动占的比重较大,故换向精度较差。为此可根 据实物重做一根新的先导阀,适当减少其控制尺寸,使主回油关闭时,辅助回油刚刚接通。但尺寸不可减少 过多,否则会使换向阀起步迟缓而使无停留时的停留时间增加,所以,要逐步试验来确定。对于冲出量过大问题,则与上述刚好相反。则是控 制尺寸不够长。在一般情况下,可拆下先导阀修磨锥面 以增长其尺寸,而无需重作阀芯。在修磨前先进行一次 无停留时间的台面换向速度快慢试验;若台面无停留 时间的换向需0~0.5秒,则是正常情况,无需修磨锥 面;若无停留时的停留时间太长,要用手扳一下才能换 向,这说明控制尺寸不够长,可适当将锥面磨去一部分 以增长控制尺寸(如61.20),一般可解决问题。但注 意不能磨得太多。因为此尺寸过长后,换向无停留时间 正常了,而换向冲出量增加了。
3)换向无停留时间较长
换向无停留时间过长,给磨削工件带来不利。若这 个时间没有,则会产生换向冲击现象。正常时间应不大于0.5秒。但由于:a) 导向阀尺寸控制尺寸不够 b) 油液粘度过大;c) 操纵箱至停留阀之间的管路过长,弯曲较多,产生沿程损失和流量损失大等原因,会 出现无停留时间有1秒左右的现象。可根据情况逐一排除。
4)换向时出现死点
工作台换向时,先导阀虽已改变方向,但换向阀未能换向,因而工作台不换向,出现所谓死点。产生原 因和消除方法是:
① 操纵箱换向阀的两端节流阀调节不当,使回油阻尼太大或回油封闭。可适当将节流阀调节螺钉旋松, 以减少辅助回油阻尼。
② 换向阀由于拉毛或污物卡死在一端或中间位置,可清除污物去毛刺予以解决。
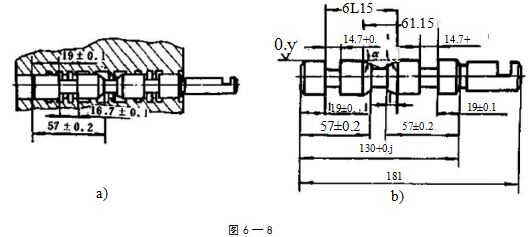
③ 先导阀与阀孔的开闭尺寸选择不当,如未改进前的GY24 型操纵箱导向阀上控制辅助压力油的一档 尺寸(16.7毫米),由于封油长度近乎为零〔图6-8a〕〕,很容易使油缸回油,同辅助压力油互通,造成慢 速时不换向(同时也是产生换向时窜动的主要原因)。可按图6—8b)做一新阀换上,将先导阀控制辅助压 力油的封油长度由16.7毫米改为14.7毫米,增加了2毫米的封油长度,可避免油缸回油与辅助压力油互
通,以保证有足够的辅助压力油的压力。
5)异速精度差
在高精度磨削修整砂轮时,要求工作台以极低的速度(10~30mm/min) 运动,则先导阀在工作台挡铁、
拨杆的带动下也以极低的速度移动,这样会使换向阀a 的先导控制回油通路10→12打开太慢,(参阅图10—
2)造成换向阀快跳速度减慢,延长了制动时间,因而降低了异速换向精度。
6)停留时间长、换向迟缓、油缸速度降低
同样由于先导阀移动缓慢,通道10→12还来不及完全打开,换向阀b 动作业已完成,工作台停止运动, 但先导阀b 未到位,因此会出现停留时间长、换向迟缓和换向后主运动速度降低等现象。
7)不能短距离频繁换向
由于挡铁拨杆的杠杆比关系,工作台移动13.5mm (相当于先导阀移动9mm) 时才能使换向结束,所 以不能宽砂轮磨削工件。
上述5)至7)故障基本上是GY24 型操纵箱先天性的,下述的HYY21/3P-25T 型操纵箱可以弥补上 述不足。
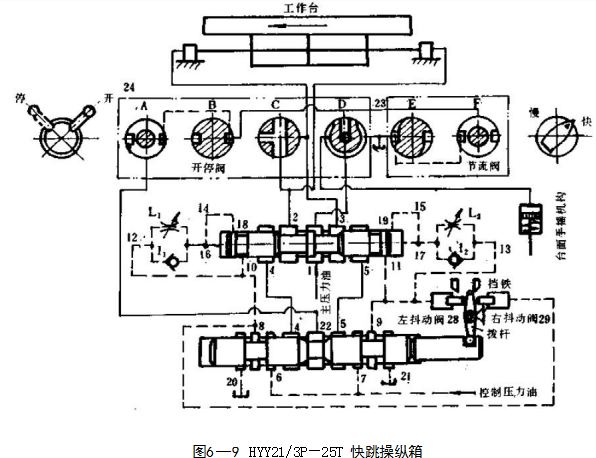
(二)HYY21/3P-25T 型操纵箱
1.工作原理与工作特点
它的工作原理与GY24 型操纵箱基本相同,此处说明其工作特点:
① 改善了工作台慢速运动时换向迟缓等缺陷。该操纵箱在结构上使先导阀的台肩与阀体上相应的控制 边做成边对边(即零开口)的形式(见图6—9),同时在控制换向阀换向的两条控制油路上(图中8与9)并 接了抖动阀(油缸)28和29,因此,即便在工作台慢速运动时,只要工作台上的挡铁拨动拨杆稍微使先导 阀越过中位,控制油路6和8(工作台左行)或7和9(工作台右行)便立即打开,换向阀作第一次快跳,工 作台停止运动,这时因装有抖动阀(柱塞缸)、在抖动阀的作用下,先导阀也能快跳到位,使主回油路和控 制油路的通路都迅速完全打开,这样就不会在工作台移动速度极慢时出现像GY24 型操纵箱那样先导阀阀
芯还没有达到换向点位置而换向阀阀芯已走完其第一次快跳行程,使工作台停止运动;也不会使工作台在低 速度下换向时出现停留时间过长、换向迟缓甚至不换向等现象。
② 提高了换向精度
从GY24 型操纵箱的工作原理可知,工作台的制动分两步,即预制动(近于时间制动)和终制动(行程 制动)。换向阀的移动分第一次快跳,慢速移动和第二次快跳三个阶段。先导阀对工作台的预制动只能将其 速度减得很慢,不能使其运动停止,工作台的终制动还是要靠换向阀到达中间位置(H 型)使油缸两腔都接 通压力油时才能完成。而装有抖动阀后,先导阀的控制油口已是零开口,便能使先导阀和换向阀几乎同时快 跳,使预制动和终制动同时进行,当主回油通道由先导阀关闭时,工作台制动完毕,于是工作台在两端的停 留位置即由先导阀快跳位置来决定,因此提高了工作台的换向精度。
③ 先导阀快跳还可以用来实现工作台的短距离换向(工作台抖动):因有快跳动作的先导阀,先导阀一 快跳就会使阀上的主回油口完全打开,因此先导阀阀芯只要稍微偏离其中间位置,发出换向信号就可使通向 换向阀两端的控制油路和主油路切换,在工作台两个挡块几乎夹住拨杆的情况下实现短距离(1~2mm) 的 换向,这对提高切入式磨削的磨削质量和工作效率并使砂轮磨损均匀来说,都是很有必要的。
④ 手摇移动台面对刀准确
在磨削阶梯轴和不通孔时,常常需要手摇移动工作台来进行对刀,由于先导阀进行快跳的同时工作台的 运动便停止,所以当工件和砂轮的位置对准后,借助于先导阀开始快跳时的位置调整挡铁(手柄近乎垂直位 置)来进行准确对刀。
⑤ 开停阀与节流阀分开,给加工和操作带来方便。 2.HYY21/3P-25T 型操纵箱故障及排除
HYY21/3P 型操纵箱有很多优点,但由于加工、装配及使用(磨损)等方面的原因,仍存在一些故障。
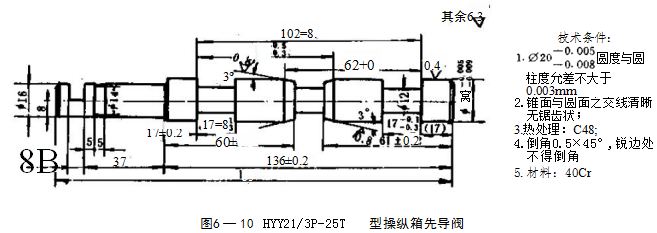
① 换向无停留时间太长,有时需用手拨动一下先导阀撞块才能换向。
这主要是先导阀上的62毫米的开挡尺寸不够大(图6—10),可适当修磨制动锥,适当加长制动锥长度, 或将辅助回油控制边在车床上车掉一点。如只有一个方向,例如右(或左)端无停留时间过长,则修磨与右 (左)边先导回油控制边相关的那个开档尺寸。修整时要逐步试验,不要一次修磨(或车削)过多,以免影 响换向精度。
② 换向精度差
a) 先导阀上62毫米的开档尺寸太长,如右(或左)端换向精度差,则是与右(或左)端辅助回油控制 边相关的开档尺寸太大。可重做一根先导阀芯(按图6—10),适当减少62毫米的开档尺寸。
b) 先导阀阀体孔沉割槽的边缘缺损或成锯齿状(影响同速精度)。可重新加工一根先导阀,适当减少62 毫米的开档尺寸,以补偿阀体沉割槽的缺损。或用内孔车槽刀将锯齿状车掉,相应减少(与车去尺寸一致) 阀芯62毫米尺寸。
c) 先导阀阀孔轴向拉毛或有较深沟槽。拉毛轻微者,可经研磨重配阀芯,拉有较深沟槽者需重新加工阀体。
d) 系统内存在大量空气,须进行排除。
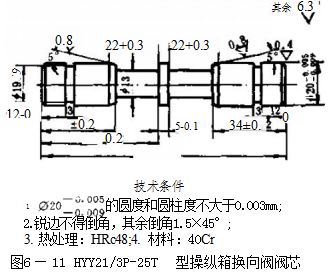
③ 起步迟缓
a)换向阀两端的节流阀调节不当,开口量调得 太小,可适当加大。
b) 换向阀阀芯两端的环形槽距端面尺寸不够 (图6—11),可将换向阀两端的环形槽向端部方向 车掉一点,这样可提前接通第二次快跳孔和第一次 快跳孔,使第二次快跳提前、加快起步速度。
④ 换向停留不稳定
a) 换向闽两端的单向阀(钢球)封油不良,致 使停留时间太短,甚至无停留。如钢球磨损可更换钢 球,阀座孔缺损的应修圆,使之与钢球与阀座密合。
详见§5—7单向阀有关部分。
b) 油液粘度太大,应按机床使用说明书选用合适粘度的油液。
c) 其它原因:例如停留阀与阀体配合间隙因磨损加大,停留阀开口被污物堵塞,或停留阀开口太小,都 影响换向停留时间长短变化,可根据情况一一排除。
随便看看
- 2024-10-0190系列柱塞泵多功能阀 的功能、拆装及调整
- 2024-09-19液压泵压力的选择-液压传动基础知识
- 2024-11-12正确选择使用液压油、确保液压油和液压系统的清洁
- 2024-09-18电路基础-工程机械电器系统
- 2024-09-20住友挖掘机故障代码大全