
液压零件磨损修复工艺刷镀工艺
刷镀是修复液压件零件的一种常用方法。电镀速度快,结合强度高,简单灵活,刷镀可获得小而积、薄厚度(0.001~1.0毫米)的快速镀层。它可以用于液压件的修复如下:①修复滑动摩擦面:如配油盘端面、齿轮泵齿轮端面等;②修复阀类零件阀芯外圆面和阀孔;③修复与各种相配合的油封密封面;④修复泵轴、矩形花键轴;⑤修复泵、油马达的轴承座或轴承相配合表面等;⑥修复其它磨损和配合间隙超差的液压件零件。
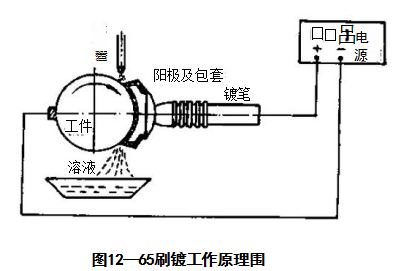
刷镀从本质上讲都是溶液中的金属离子在负极(工件)上放电结晶的过程,与一般槽镀相同。工件接电源负极,镀笔接电源正极(图12—65),靠浸满镀液的镀笔在工件表面上擦拭而获得电镀层。但是,刷镀中镀笔和工件有相对运动,因而被镀表面不是整体而只是在镀笔与工件接触的地方发生瞬时放电结晶,因而允许使用比槽镀大几倍到几十倍的电流密度(最高可达500安/分米²);因而镀积速度比槽镀快5~50倍。用刷镀方法修复液压件需要购置专用电源设备(如ZKD-1型)和镀笔(如2DBI-ZDB4号)。根据零件不同形状、阳极有圆柱(SMI)、圆棒(SMI)、半圆(SM1)、月牙(SMN)、带状(SMV)、平板(SMW)及线状扁条(PI)等多种,石墨和铂一铱合金是比较理想的不溶性阳极材料。别镀电镀溶液包括:①预处理溶液:提高镀层与基体的结合强度;②电镀溶液;③退镀溶液及钝化溶液:除去不合格镀层,改善镀层质量。
液压件常用金属材料的刷镀工艺如下:
(一)低碳钢和菩通低碳合金钢的刷镀工艺
①电净工件接阴极,在8~15伏电压下阴一阳极相对运动(速度为9~18米/分,)时间为15~60秒;
②用自来水冲洗,去除残留的电净液;
③活化:采用1号或2号活化液,电压8~14伏,时间10~30秒,阴阳极相对运动速度9~18米/分:
④自来水冲洗,去除残留活化液;
⑤打底层(镀过渡层):可用特殊镍在工件上镀0.001~0.002毫米的镀层,电压8~12伏,阳阴极相对运动速度6~12米/分;
⑥自来水冲洗:去除残留电镀液;
⑦镀工作层:根据修理要求镀至所需厚度;
⑧用自来水冲洗,用压缩空气吹干或涂防锈液。
(二)铸轶、铸钢的刷镀工艺
①电净同上,但电压稍高(10~20伏),时间较长-(30~90秒);
②用自来水冲洗电净液;
③活化;采用2号活化液,工件接阳极,电压15~25伏,时间30~90秒;
④自来水冲洗掉活化液;
⑤打底层;选择中性、碱性镍或碱铜作为底层;
⑥用自来水冲洗
⑦镀工作层:根据工况要求选择工作层,但酸性镀液尽量避免;
⑧用自来水冲洗:用压缩空气吹干并涂防锈液。
(三)中碳钢、离碳钢、淬火钢的刷镀工艺
①电净工件接阴极,电压10~15伏,时间15~60秒,为了减少工件渗氢,电净时间尽量短,阴—阳极相对运动速度9~18米/分。
②自来水冲洗;
③活化:采用1号活化液,电压10~18伏,工件接阴极或阳极+
①用自来水冲洗
⑤打底层:这类材料零件一般承受工作负载重,一般用特殊镍打底层,电压8~12伏,相对运动速度同上:
⑥用自来水冲洗;
⑦镀工作层:根据工况要求,选择工作层镀液至所需尺寸。
⑧用自来水冲洗,压缩空气吹干,并涂防锈液。
随便看看
- 2024-09-20日立故障代码0172-04:进气温度传感器接地短路
- 2024-09-23凯斯挖掘机TR3发动机108故障代码
- 2024-11-22YCY14-1B型泵的压力补偿机构的装配顺序
- 2024-10-21发动机维修中的几种简单方法
- 2024-12-13液压系统的工作压力失常,压力上不去